环氧粘合剂粘接聚四氟乙烯板/不锈钢的耐温性研究
考察了经表面化学活化的3 种纯聚四氟乙烯(PTFE) 板和1 种聚苯酯填充PTFE 板在室温和高温下的拉伸性能,用两类环氧粘合剂DG–3S 和JF205–1 对这4 种PTFE 板与不锈钢进行了粘接,研究了室温和高温下这两种粘合剂的粘接效果。结果表明,4 种活化PTFE 板经高温老化后的拉伸性能变化不明显;室温下两种环氧粘合剂对4种PTFE 板与不锈钢的粘接性能均良好,但DG–3S 粘合剂不适合高温下对PTFE 板/不锈钢的粘接,经耐热改性的JF205–1 粘合剂在300℃下的粘接性能则较好;JF205–1 粘接聚苯酯填充PTFE 板/不锈钢的实际粘接性能较好且具有高的耐磨性能和抗蠕变性,在满足实际粘接要求的情况下可应用于制造发动机零部件。
聚四氟乙烯(PTFE) 是一种综合性能优良的工程塑料,因其在耐高低温性、不粘性、自润滑性、电绝缘性、耐老化性、抗辐射性等方面的优异性能而享有“塑料王”的美称,广泛应用于化工、机械、电子、电气、航空、航天和汽车等众多行业。但其极低的表面活性导致了PTFE 制品几乎无法粘接,严重限制了它的应用,实践中通常采用表面活化处理来实现PTFE 制品的粘接。常用的表面活化处理方法可分为化学法和物理法,化学法主要指碱金属– 芳香烃稠环化合物或醚类溶液,如钠– 萘四氢呋喃络合溶液即为常见的活化处理液;物理法有辐照法、熔融法和低温等离子体法。通过考察发现,化学法中的钠– 萘四氢呋喃络合溶液法的活化效果最好,主要体现在两方面:
①表面活性高,活化后表面形成了大量的羰基、羧基及碳碳双键等高活性基团;
②活化深度大,形成的高活性的土黄色或褐色层可达几十微米厚度,这对实际的粘接及后续的使用十分有利。
此外,活化前用表面粗糙化手段如砂纸打磨、轻微喷砂等处理PTFE 制品表面可以有效提高实际的活化表面积,从而得到粘接性能很好的PTFE 活化表面。
活化后的PTFE 制品表面可用环氧、酚醛等粘合剂与金属、陶瓷等材料实现粘接。与普通材料的粘接不同的是,这种粘接严重依赖于PTFE 表面活性的大小,特别是这种表面活性在高温下的保持程度对PTFE 粘接的实际应用具有极其重要的影响。笔者的研究涉及一种在某型航空发动机上首次使用的PTFE/不锈钢复合滑动支架部件,该部件由环氧粘合剂将经过钠– 萘四氢呋喃络合溶液活化的PTFE 板与不锈钢零件粘接制成,其常处在温度高达200℃的工作环境中,因此开展环氧粘合剂粘接PTFE 板/不锈钢的耐温性研究十分必要。为此,选择了由中国科学院兰州化学物理研究所、上海塑料研究所和武汉市工程塑料有限责任公司提供的3 种纯PTFE 板,其均经过钠– 萘络合溶液活化处理;另外,纯PTFE 存在冷流和不耐磨两大缺点,而经聚苯酯填充改性的PTFE 抗蠕变性可提高1 倍,耐磨性则可提高约400 倍,故还选择了中国科
学院兰州化学物理研究所研制的钠– 萘络合溶液活化处理聚苯酯填充PTFE 复合材料板。笔者主要考察了两类环氧粘合剂对这3 种纯PTFE 板及聚苯酯填充PTFE 板与某不锈钢(0Cr17Ni4Cu3Nb) 粘接后的耐温性,以确定这种粘接在高温下的实际效果,为PTFE 板与不锈钢在高温下的粘接提供典型值和极限值等方面的数据参考。
1、试验部分
1.1、主要原材料
1# PTFE 板:上海塑料研究所;
2# PTFE 板:武汉市工程塑料有限责任公司;
3# PTFE 板、4# 聚苯酯填充PTFE 板、JF205–1环氧粘合剂:中国科学院兰州化学物理研究所;DG–3S 环氧粘合剂:中昊晨光化工研究院。
1.2、主要仪器及设备
热失重 (TG) 分析仪:TG209F1 型,德国Netzsch公司;电子拉力机:5569 型,美国Instron 公司;电热鼓风干燥箱:沈阳长城设备厂。
1.3、试样制备
参照环氧粘合剂说明书,使用JF205–1 和DG–3S 环氧粘合剂将上述4 种PTFE 板与不锈钢进行粘接,然后进行固化,分别采用25℃/48 h,60℃/3 h 及60℃/4 h 等3 种固化工艺,粘接面积为12.7 mm×25.4 mm。
1.4、性能测试与表征
采用TG 表征了F205–1 和DG–3S 环氧粘合剂的耐热性能;拉伸性能按GB/T 1040–1992 测试,拉伸速率100 mm/min ;
试样粘接后的剪切强度按ASTM D1002–2005测试,拉伸速率15 mm/min。
2、结果与讨论
2.1、两种环氧粘合剂的耐热性能
两种环氧粘合剂的TG 曲线如图1 所示。相应的TG 分析数据如表1 所示。
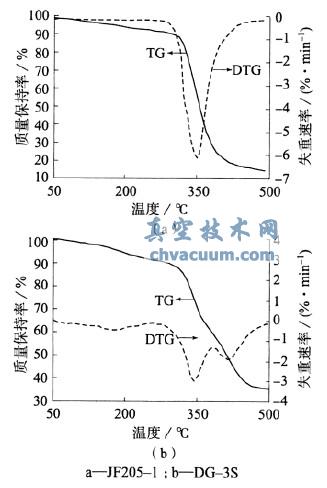
图1 两种环氧粘合剂的TG 曲线
表1 两种环氧粘合剂的TG 分析数据

注:Tonset,Tend 分别表示TG 曲线上通过切线法得到的起始热分解温度和终止温度,Tpeak 表示DTG 曲线上热失重峰的峰值温度。
从图1 和表1 可以看出,JF205–1 环氧粘合剂的起始热分解温度和失重速率最大时的热分解温度均高于DG–3S,说明JF205–1 环氧粘合剂的耐热性能好于DG–3S。这是因为JF205–1 环氧粘合剂经过了耐热改性。热分解温度反映了材料的极限耐热性能,但通常情况下材料的正常使用温度低于热分解温度,因此对于粘合剂,其性能需通过粘接来体现,粘接后的试样必须具有一定的剪切强度。
2.2、PTFE 板的力学性能
对4 种PTFE 板的力学性能测试参考了黎明公司企业标准QB/T 3625–1999( 其规定PTFE 板在室温和高温下的拉伸强度不低于15 MPa,断裂伸长率不低于150%),重点考察了其在室温和高温下的拉伸强度和断裂伸长率,结果如表2 所示。
表2 室温及高温下PTFE 板的拉伸性能

注:高温表示在150℃下放置24 h 后测试。
由表2 可以看出,表面活化处理后,室温下1#,2#,3# PTFE 板的拉伸性能变化不大,经150℃/24 h 高温处理后其拉伸性能变化亦不大,仍符合QB/T 3625–1999 的要求。4# PTFE 板的拉伸强度未达到QB/T 3625–1999 的要求,这是由于PTFE经聚苯酯填充改性后虽然其耐磨性、抗蠕变性和抗压性能得到显著提高,但拉伸性能会有一定损失。此外,4# PTFE 板活化板经150℃/24 h 高温处理后其拉伸性能变化亦不明显,说明150℃/24 h 高温处理对活化处理的PTFE 板拉伸性能影响不大。
2.3、粘合剂粘接PTFE 板/不锈钢的耐温性
(1) DG–3S 粘合剂的耐温性。
DG–3S 粘合剂粘接PTFE 板/不锈钢在不同处理条件下的剪切强度如表3 所示。
表3 DG–3S 粘合剂粘接PTFE 板/不锈钢在不同处理条件下的剪切强度 MPa
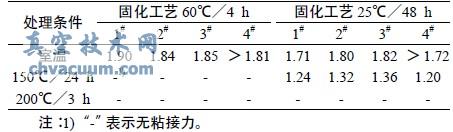
由表3 可以看出,室温及25℃/48 h 固化工艺下DG–3S 粘合剂粘接PTFE 板/不锈钢的剪切强度略低于60℃/4 h 固化工艺下的剪切强度,但变化不大。室温下1#,2#,3#,4# PTFE 板与不锈钢粘接后的剪切强度相差不大,均符合使用要求。室温下,在剪切强度测试中粘接层完全从1#,2#,3# PTFE 板表面脱开,但粘接层在4# PTFE 板断裂时仍未从其表面脱开,由于剪切强度是用断裂力除以粘接面积计算的,这说明DG–3S 粘合剂在4#PTFE 板上的实际粘接力大于断裂力。因此DG–3S粘合剂粘接4# PTFE 板/不锈钢室温下的实际剪切强度大于表3 中的计算值,其实际粘接性能较好。经150℃/24 h 高温处理后,25℃/48 h 固化工艺下DG–3S 粘合剂粘接1#,2#,3#,4# PTFE 板/
不锈钢的剪切强度与室温相比均有较明显的降低,大约降低20% 以上,且在剪切强度测试过程中粘接层从不锈钢表面脱开,DG–3S 粘合剂颜色明显加深,这说明DG–3S 胶粘剂经150℃/24 h 高温处理后发生老化,脆性变大,对PTFE 板的粘接力下降。另外,60℃/4 h 固化工艺下DG–3S 粘合剂对PTFE 板没有粘接力,粘接层稍微受力就完全脱开,说明该固化工艺已经不适合高温下DG–3S 粘合剂的粘接。
经200℃/3 h 高温处理后,两种固化工艺下DG–3S 粘合剂对所有PTFE 板均没有粘接力,粘接层稍微受力就从不锈钢表面完全脱落,说明DG–3S粘合剂在300℃下老化严重,对PTFE 板已经完全失去粘接力。
由以上分析可以看出,DG–3S 粘合剂适合常温下对PTFE 板/不锈钢的粘接,且室温慢速固化和高温快速固化工艺在室温下均可行,但高温快速固化工艺不适合DG–3S 粘合剂在高温下的粘接。
(2) JF205–1 粘合剂的耐温性。
JF205–1 粘合剂粘接PTFE 板/不锈钢在不同处理条件下的剪切强度如表4 所示,其中固化工艺均为60℃/4 h。
表4 JF205–1 粘合剂粘接PTFE 板/不锈钢在不同处理条件下的剪切强度 MPa
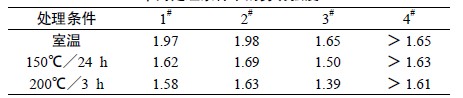
由表4 可以看出,室温下JF205–1 粘合剂粘接1#,2# PTFE 板/不锈钢的剪切强度几乎相同,而对3# PTFE 板的粘接性能略低。经150℃/24 h 处理后JF205–1 粘合剂粘接1#,2#,3# PTFE 板/不锈钢的剪切强度均下降,但与室温相比其下降幅度均小于20%,其中JF205–1 粘合剂粘接3# PTFE 板/不锈钢的剪切强度下降幅度小于10%,仍然满足使用要求。经200℃/3 h 处理后JF205–1 粘合剂粘接1#,2# PTFE 板/不锈钢的剪切强度略有下降,而JF205–1 粘合剂粘接3# PTFE 板/不锈钢的剪切强度下降幅度略大,但也满足使用要求。
此外,JF205–1 粘合剂粘接4# PTFE 板/不锈钢经3 种温度条件处理后其剪切强度相近,并且粘接层在4# PTFE 板断裂时仍未从其表面脱开,因此JF205–1 粘合剂粘接4# PTFE 板/不锈钢在室温和高温下的实际剪切强度均大于表4 中的计算值,其实际粘接性能较好,能够承受高达300℃的高温。由以上分析可以看出,JF205–1 粘合剂在高温下对PTFE 板/不锈钢的粘接性能较好,且可采用高温快速固化工艺。另外,聚苯酯填充改性的PTFE板经JF205–1 粘合剂粘合后,其与不锈钢间的实际粘接性能较好,由于聚苯酯填充改性的PTFE 板的耐磨性能和抗蠕变性等均明显优于纯PTFE 材料,而且其已成功用于制造某型发动机作动筒中的动密封零件,所以在粘接性能满足使用要求的情况下,可采用JF205–1 环氧粘合剂粘接的聚苯酯填充改性PTFE 板/不锈钢制造发动机零部件。
3、结论
(1) 表面活化处理及高温处理对采用的4 种PTFE 板拉伸性能影响不大。
(2) 室温下两种环氧粘合剂对4 种PTFE 板与不锈钢的粘接性能均良好,但DG–3S 粘合剂不适合高温下对PTFE 板/不锈钢的粘接,而JF205–1 粘合剂在300℃下对PTFE 板/不锈钢的粘接性能较好,可满足某型航空发动机预计最高使用温度的要求。
(3) JF205–1 粘合剂粘接聚苯酯填充PTFE 板/不锈钢的实际粘接性能较好,且由于聚苯酯填充PTFE板的耐磨性能和抗蠕变性等均明显优于纯PTFE,故在粘接性能满足使用要求的情况下,可用于制造发动机零部件。






