聚四氟乙烯管成型方法的研究
对聚四氟乙烯管焊接技术进行了研究,提出了一种双向加压焊接法,即在PTFE管焊接时,通过采用加压装置对焊接处进行双向加压,有效地控制了焊接处PTFE熔体的压力,提高了焊接处PTFE熔体的流动性能,从而使焊接后焊缝强度达到原先的80%以上,并且使焊缝处表面光滑平整。
聚四氟乙烯俗称“塑料王”,是当今世界上耐腐蚀性能最佳的塑料之一,除熔融金属钠和液氟外,能耐一切化学药品、强酸强碱、各种有机溶剂等腐蚀,广泛应用于耐腐蚀工程中的密封材料和管道等。同时由于F-C链分子间作用力极低,使聚四氟乙烯成品表面具有高润滑不粘性,在固体材料中表现出张力最小、摩擦系数最低、不粘附任何物质、电绝缘性能优良等特点,是理想的C级绝缘材料。在较宽频率范围内的介电常数和节电损耗都很低,而且击穿电压、体积电阻率和耐电弧性都较高,广泛用作填料。目前各类聚四氟乙烯制品已在化工、机械、电子、电气、军工、航天、环保等国民经济领域中起到了举足轻重的作用。
聚四氟乙烯制品常见的成型方法有:模压法、推压法、皮囊法、喷涂法、编织法、滚压法等,但是聚四氟乙烯制品光靠模具等一次性加工是不能解决的,有的需要二次加工,如:热压复合、机械加工、焊接、粘接等,才可以制得最终产品。聚四氟乙烯用作工程塑料,可制成聚四氟乙烯管、棒、带、板、薄膜等,一般应用于耐腐蚀性能要求较高的管道、容器、泵、阀门等中。例如内衬聚四氟乙烯钢管,通过
采用普通钢管作为基体,内衬化学稳定性优良的聚四氟乙烯管而成。内衬聚四氟乙烯钢管既具有钢管的机械性能,又具有聚四氟乙烯管耐腐蚀性能、不易生长微生物等特点,是输送强酸、强碱、工业盐及有强烈腐蚀性气体等介质的理想管道。
1、聚四氟乙烯管的研制
1.1、成型方法的选择
随着聚四氟乙烯技术的不断成熟,PTFE管成型工艺有多种,如:推压法、挤压法、液压法、焊接法、粘接法、缠绕法等。目前广泛通用的有缠绕法和挤压法成型。缠绕法虽然适用于各种不同形状与尺寸的生产,但其缺点主要集中在影响制品的质量因素太多,造成产品的抗压强度低,产品因容易开裂而导致泄漏。采用挤压法所制得的产品,虽然有的厂家所制得的产品强度好,质量优异,但是挤压成型法的缺点仍然普遍存在:
(1)因挤出成型困难而导致产品报废率高,挤出的产品主要会出现密度小、强度低、厚度局限、宽度小、刚性差等缺陷。
(2)设备、模具、辅机价格昂贵,模具安装与拆卸困难,因而导致产品在加工尺寸上有一定的限度。为了解决此类问题,很多技术也不断的推成出新,如:粘接法、等压法、模压法、焊接法。其中用焊接法制备聚四氟乙烯管的方法有很多,如:热板焊接、感应焊接、摩擦焊接、超声波焊接、高频焊接、热风焊接等,但是笔者发现这些焊接法的共同的缺点在于焊接后焊缝的强度太低,不足原来的50%,容易造成断裂而泄漏,因此不能满足工业要求。经过多年的研究,南京肯特复合材料有限公司解决了焊缝处强度低的技术难点,实现了用双向加压焊接法制备聚四氟乙烯管,并使焊缝拉伸强度、断裂伸长率达到原先的80%以上,满足工业要求。目前此技术已得到应用。
1.2、焊接原理
热板焊接是最常见的塑料焊接技术,这种方法特别适用于需要大面积焊接面的大型塑料件的焊接,主要是通过平面电热板将所需焊接的两平面熔融软化后迅速移去电热板,然后将两平面合并,加压至冷却。这种焊接方法的优点在于其装置简单,工具移动方便,操作方便,成本低,焊接制品的形状设计相对来说比较容易,产品焊接尺寸范围大。但弊端在于焊接时,焊接处PTFE熔体在垂直于对接缝并与PTFE板平行的方向上不能自由流动,这样PTFE板在融合过程中因受到限制而使得PTFE板焊缝处的体积可能会发生变化,出现表面凹凸不平,从而使接缝(焊缝)处的力学性能不能满足要求,焊缝不平整。笔者针对这种问题,通过不断的研究和改进,采用对两块PTFE板的对接区进行加热,同时再对PTFE板2进行双向加压(焊接方法如图1所示),这样焊接处的PTFE熔体在加热并承受双向压力的条件下能够在垂直于对接缝并与PTFE板1平行的方向上自由流动,从而解决了焊缝处表面凹凸不平的问题,使得焊接后焊缝拉伸强度、断裂伸长率不低于原PTEE板的80%,并且焊缝平整,非常好地解决了PTFE板1与PTFE板2之间的焊接问题,完全满足化工、环保工程、给排水等方面的使用要求。
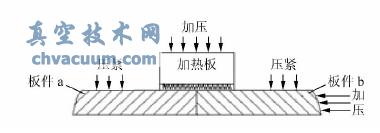
图1 双向加压焊接方法
1.3、焊接中的创新装置
普通的加压装置不能使焊接处的PTFE熔体在垂直于对接缝并与PTFE板1平行的方向上自由流动(如图2所示),而采用新型加压装置(如图3所示),则能使焊接处的PTFE熔体在承受平行于对接缝的压力条件下,同时保证PTFE熔体在垂直于对接缝并与PTFE板1平行的方向上自由流动。
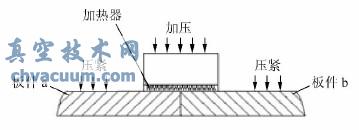
图2 普通焊接方法
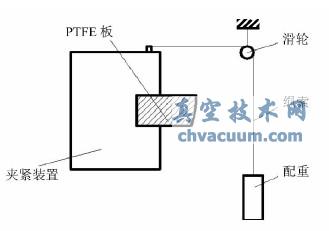
图3 加压装置
图3中,悬挂配重的绳索经过滑轮与夹紧装置相连,配重使得被夹紧的PTFE板2沿垂直于对接缝并与PTFE板1平行的方向上压紧另一块固定的PTFE板1。由于夹紧装置或被夹紧的PTFE板2可以相对于PTFE板1来回移动(滑动),所以两块PTFE板之间的PTFE熔体如果体积增大,则被夹紧的PTFE板2就可通过人工移动而远离PTFE板1;两块PTFE板之间的PTFE熔体如果体积减小,则被夹紧的PTFE板2就可通过人工移动而靠近PTFE板1。这样就实现了PTFE熔体的自由流动。同时,配重又使得被夹紧的PTFE板2对PTFE板1产生一定的压力,使得对接区受压,从而使得PTFE熔体承受一定的压力。另外,这种加压方法还有一个好处,就是压力大小容易控制。在焊接试验中发现,如果在PTFE熔体处设置压力传感器来检测熔体的压力,压力传感器始终不能准确地检测出PTFE熔体的压力(有很大的偏差),这可能是因为PTFE熔体是一个逐渐熔融、状态不断变化的过程。所以通过设置压力传感器来检测PTFE熔体的压力,再通过检测到的压力数值来不断调整压力并进行焊接试验,然而试验总是以失败(拉伸强度、断裂伸长率不得低于原PTEE板理力学性能的50%)告终。而采用双向加压焊接方法,可使焊接处的PTFE熔体在垂直于对接缝并与PTFE板平行的方向上承受一定的压力,很容易实现压力大小控制,还可保证PTFE熔体在垂直于对接缝并与PTFE板平行的方向上能够自由流动,PTFE熔体的融合过程不受限制,从而保证对接缝(焊缝)的力学性能满足要求。
1.4、影响焊接质量的因素与工艺流程
影响焊接质量的主要因素有压力、时间、熔融量,这是确保焊接质量最重要的三要素。除了以上三要素,还有其他因素影响着焊接的质量,如:焊接面的清洁、塑料本身的性质、焊接操作规范等。
a.压力。
要严格控制压力的大小。在焊接过程中缓慢加压,如果焊接处的PTFE熔体变薄,则应给垂直于焊缝的PTEE板加压;如果表面凸起,则应给平行于焊缝的加热板加压。压力要均匀,以促进焊接处分子的相互扩散并挤出焊缝中的空气,达到密封效果。
b.时间。
要严格控制热熔时间和冷却时间。在加热的过程中,时间不够会出现虚焊,时间过长会导致焊缝变形,熔渣溢出,有时还会因为热传导的效应使非焊接部位出现热斑。所以冷却时间要充足,才能保证焊缝达到足够的强度。
c.熔融量。
要实时观察焊接处的熔融量,保证有足够的熔融量,否则会因焊接时的熔融量不足而出现表面不平整,或出现裂纹,使强度不能满足要求。
焊接工艺流程如图4所示,在焊接过程中进行修边时要保证焊接缝处平整光滑,无毛刺,没有杂质,这样才能保证足够的焊接强度和密封性。装夹前需用丙酮溶液清洗机架,以保证机身清洁而不会在焊接时粘到焊缝。
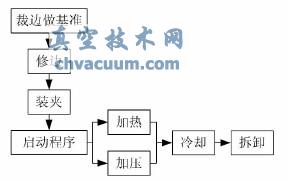
图4 焊接工艺流程
1.5、性能测试
在焊缝处裁切拉伸样条A(如图5所示),焊线在拉伸试条的中心位置,对试条进行拉伸试验。同样,在原PTFE板上制取相同规格的拉伸样条B(如图6所示),再进行拉伸试验。参照ASTMD-638板材对拉伸试条进行拉伸试验,来判断拉伸强度和伸长率,性能测试结果见表1。
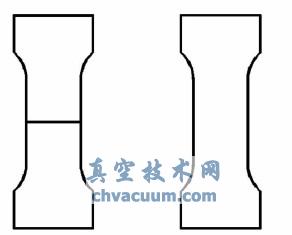
图5 拉伸样条A 图6 拉伸样条B
表1 不同型号PTFE板在不同焊接条件下的性能测试
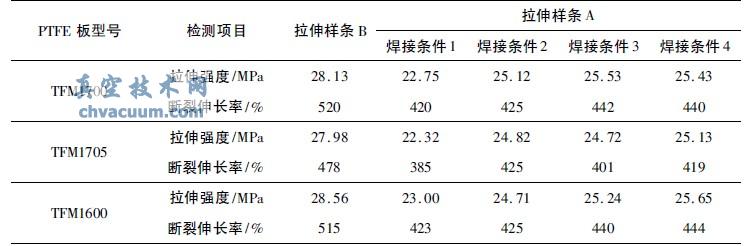
由表1可以看出,在焊接过程中加热区的压力及温度对焊接管的质量(拉伸强度、断裂伸长率)有很大的影响。
通过对型号为TFM1700的PTFE板进行计算可得:
最大强度保留率=25.53/28.13×100%=90.76%
最大伸长保留率=442/520×100%=85.00%
传统的焊接方法缺点:一是强度保留率≤50%;二是焊接后不平整。而采用本文所述的双向加压焊接方法后,可使焊缝拉伸强度、断裂伸长率不低于原PTFE板物理力学性能的80%,并且外观平整,无裂纹。
2、聚四氟乙烯管产品性能
通过采用双向加压焊接法制备的聚四氟乙烯管具有如下性能:
a.高度的化学稳定性,能承受所有强酸,包括王水、氢氟酸、浓盐酸、硝酸、有机酸等,以及强碱、强氧化剂、还原剂和各种有机溶剂的作用。非常适用于各种高温下腐蚀性气体,并可用做液体输送管道内衬材料。
b.使用温度范围广泛,可在-90℃~260℃的范围内使用。
c.机械性能优良,压力可达到2.5MPa,保压可持续10min,无泄漏。焊接后的焊缝拉伸强度、断裂伸长率不低于原PTFE板物理力学性能的80%。
d.突出的不粘性,抗粘性优良,管内壁不易粘附胶体及化学品。
e.优良的耐老化和抗辐射性能,可长期在室外使用。
f.极好的热稳定性,具有极可贵的不燃性,其限氧指数在95以上,在火焰上只能熔融,不生成液滴,最终只能被碳化。
g.优良的电绝缘性能,具有良好的介电性能,电阻极大,介电常数为1.8~2.0,在所有电绝缘材料中是最小的,且温度和频率的变化对聚四氟乙烯管电绝缘性能基本没有影响。
h.部分管透明度高,容易观察内部流体状况。
3、结束语
本文通过对焊接原理的创新与加压装置的改进,为聚四氟乙烯管的制备提供了新的思路,推动了聚四氟乙烯焊接技术的进步。在焊接过程中,如何采用远程控制取代人工观察焊接处PTFE熔体的形状,有效及时地控制焊接处PTFE熔体所受的压力,是今后要进一步研究的主要目标。






