���Ծ��ķ���ϩ�ܲ�����Ӱ����о�
�����������¶ȡ����ʱ��ʹ��Һ�¶ȵ����������������ض�ˮƽ��������L4 (23)�������������ķ���ϩ�ܲ����ܵ�Ӱ������˷����о��������ó��˴�����������ƵĹ��ɣ�������¶���380��400 ���ڣ�����¶ȶԸ��Ʋ�Ʒ�������������ʱ����20��40 min �ڣ��ӳ����ʱ�������ڲ�Ʒ���ܵĸ��ƣ����Һ�¶���0��15���ڣ����Һ�¶Ƚ��ͣ������ڲ�Ʒ�����Ե���ߡ�
�������ķ���ϩ(PTFE)�ǹ������ϵ�һ����ҪƷ�֣���������ĸߵ������ܺͻ�ѧ�ȶ��ԡ����õĵ��Ե�ԡ���ճ���ԡ��ͺ��ԡ���ȼ�Ժ����õ����ԡ�Ŀǰ�ѱ��㷺Ӧ���ں��պ��졢ʯ�ͻ�������е�����ӡ���������ĵ������������뵽���ǵ��ճ������У���Ϊ�ִ����������ø߿Ƽ���Ʒ�н������ؼ���������߲�Ʒ����ˮƽ���ɻ�ȱ�IJ��ϡ�ʹ��PTFE �����ƳɵĹܲģ����ھ����������������ܣ�������Ϊ�ڹܵ�����ѹ���������(�������в�Ʒ���ѹ���ﵽ35 MPa)���ر����ں��պ�����������ѵõ��㷺Ӧ�á�
����PTFE �ܲĵ��������������ϡ�ѹ������ѹ���ս�ʹ��ȹ�����ɣ����У��սᡢ����Ϊ����ա������Ǵ�������ϴ�̶��Ͼ������ڹܵ�����Ʒ�ʣ��������ڴ���¶ȡ�ʱ�估���Һ�¶ȣ���PTFE�ܲ��������ž������ص����á�������Щ���ɣ����ڲ�Ʒ��������������Ľ��������������ʵ���塣���о���Դ���¶ȡ�ʱ�估���Һ�¶ȶ�PTFE �ܲ����ܵ�Ӱ������Ҫ��ʵ����֤��Ϊ���Ĺ�����ƺ�������������ṩ�ο���
1��ʵ������뷽��
����1.1��ԭ����
����(1) PTFE ��ɢ��֬����ָ��(����֬ѹ��С�����ָ��)������ǿ��≥19 MPa�������쳤��≥200%������ܶ�2.15��2.19���Ű˾��
����(2) 200# �ܼ��ͼ���ָ�꣺������������ͻ�е���ʣ������≥140 �棬98%����¶�≤200 �棻����̩��ʯ����˾��
����(3) ����̿�ڼ���ָ�꣺���ȼ���≤0.2%��������̿�ڹ�ҵ�о����Ժ��
����1.2���豸
����Ԥ����ѹ����Y71- 20T����ѹ�����������ƣ����¯�����ơ�
����1.3��PTFE �ܲij�����
����1.3.1������ԭ��
����PTFE �ܲij�����������PTFE ��ɢ��֬��ͨ��һ���Ƕȵ�ģ���ܼ��������ú������γ���ά״���ص㣬���������ƺ���״�����ķ�������Ͼ��ȡ�����һ���¶ȡ�ʱ���ŵĺڡ������ֻ����Ԥѹ���ڲ����ĵ�Բ�������ϣ�ͨ������ʽ��������ѹ�����ܣ����ü���ȥ�����������������ȵ�PTFE���ڲ�����һ��ʱ��(�ս�)����ȴ��Ϊ����һ��ǿ�ȵ�PTFE �ܡ��ɲ���3 ����ȴ������ˮ��Һ�������ȴ�����������������ȴ���ص����¯��ȴ��һ����¯��ȴ�Ĺܲ���Ҫ���·������¯�ڼ��ȣ�Ȼ����д����������ˮ�������ȴ�ģ�һ��������PTFE �ܲĵ�����������������������¯��ȴ�����������ڼ�϶ʽ�ֲ����ͷ�������
����1.3.2����������
����PTFE �ܲij���������Ϊ����→���→Ԥ����→��ѹ→����ս�→ˮ���������Ĺ��ճ���·����ͼ1 ��ʾ��

����1.3.3��PTFE �ܲij������е���Ҫ����
������PTFE �ܲĵij������У�ÿ�����չ��̶���Ӱ��ܲĵ����ܣ�����Ӱ�������Ǵ����̣������̾����˹ܲĵ��������ܡ�PTFE ���ϵĻ�е�����������Ľᾧ�ȴ��ںܴ����ϵ�����ķ���ϩ�ᾧ��Խ������������Խ�á���������һ������PTFE �ᾧ����߹ܲĻ�е���ԵĹ��̡�
����1.4�������
����1.4.1�����ԭ��
����PTFE ���������ȴ�ʹ�ڻ���Ҳ��������������PTFE �ܲĿ��Ե����ڸ��´��¯�ڽ��м��ȣ��ﵽPTFE �������¶����϶������䡣PTFE���ڸ��´��¯�ڼ������ڻ�����ɹܲĵ�PTFE���ӻ����������еĽᾧ��ת��Ϊ���ڵ�����̬��Ȼ�ܲ�Ѹ�ٷ�����ˮ�н��д�������¶�Ѹ���½���PTFE �����������������У�����PTFE�ܲĵĽᾧ�Ƚ��͡�����PTFE �ܵĽᾧ����������߹ܲĵ������Ժ���ƣ�����ܡ�
����1.4.2���������е�Ӱ������
�����ڴ������У�Ӱ��PTFE �����ܵ���Ҫ�����д���¶ȡ����ʱ��ʹ��Һ�¶ȡ�����¶Ⱥ�ʱ����ҪӰ��ܲ��ڴ��¯�ڵ����ڳ̶ȣ����Һ�¶���ҪӰ��ܲ��ڼ�����ȴ�����е���ȴ�̶ȡ�
����1.4.3���������
����Ϊ��̽������¶ȡ�ʱ���Լ����Һ�¶ȶ�PTFE �ܲ�������Ӱ�죬����������ض�ˮƽ��������L4(23)����������֤�����������ѡ���I10 mmPTFE �ܲ���Ϊ���͡�����ʵ�ʹ������飬�г�һ������λ�����������1�����鷽����������2��
��1 �������
��2 ���鷽������
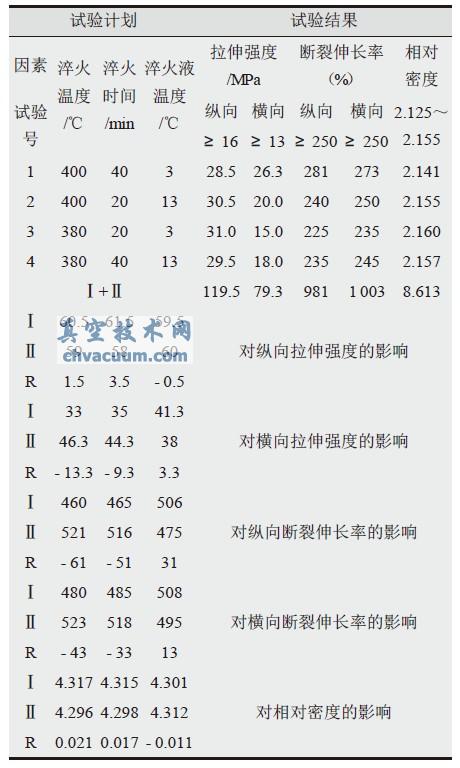
����ע������“��+��”����ʾ��������¶�(380 ��)λ��������Ӧ������ǿ��֮��Ϊ��31.0+29.5=60.5��ͬ��������¶�(400 ��)λ��������Ӧ������ǿ��֮��Ϊ��28.5+30.5=59������¶�����λ������Ӧ������ǿ��֮��Ϊ����+��=60.5+59=119.5������R=60.5- 59=1.5���������������ơ�
����
����ͨ��������3 ���������ݵķ����Աȣ����Է��֣���ͬ�Ĵ��������ʹPTFE �ܲĵ����ܷ����仯�ҳ���һ�������ԡ�
����(1) ��������PTFE �ܲľ������ں��ؽᾧ�Ĺ��̣�����¶Ⱥ�ʱ����ҪӰ�����ڹ��̣������Һ�¶���ҪӰ���ؽᾧ���̡�
����(2) �������ڹ��̣�Ҫ��PTFE �������ڳ�֣�������һ����ʱ����з��Ӽ����ɢ�����Դ���¶�Խ�ߡ�ʱ��Խ����Խ�����ڴ����̣������¶ȳ���400 �� PTFE ���ϻᷢ���ֽ⣬�����¶Ȳ���̫�ߣ�ʱ��Ҳ���ܹ��������I10 mm PTFE �ܲĵ���������40 min �Ĵ��ʱ�䣬���������ܽϺá�
����(3) ���Һ�¶���ҪӰ��PTFE �ܲĵ��ؽᾧ���̣����Һ�¶�Խ�ͣ��ܲ�����ȴ�����е���ȴ�ٶ�Խ�죬�ᾧ��Խ�͡����I10 mm PTFE �ܲĵ�ʵ�����������Һ�¶�Ϊ3��ʱ��PTFE �ܲĵĴ��Ч���Ϻá�
��������ʵ������Ϊ������ơ��������������ĵ�������������ķ��������ṩ�����ݡ�






