核电站用球阀聚四氟乙烯阀座损坏原因分析及处理
1、概述
国内某核电站自商运以来,反应堆硼和水补给系统制硼罐出口隔离阀( 球阀REA180VB) 已累计发生了近10次故障,其中有3次是出口聚四氟乙烯(PTFE)阀座破碎的情况。经调查,其他核电站同类阀门也存在相似的故障。这是一种重发和共模事件。
2、系统配置
球阀(图1) 压力级别为150磅级,插套焊接。阀体、阀盖和球体材料为Z2CND18-10,阀门的非金属部件有PTFE 阀座和三元乙丙橡胶(EPDM) O形圈,阀门的设计温度为-10 ~ 180℃。球阀作为补给系统制硼罐出口隔离阀,位于REA001TY 管线上(图2)。球阀因故障解体检查时发现,出口侧阀座已经破碎,入口侧阀座的结构还比较完整(图3),阀座和阀体的EPDM 密封O 形圈已变形,无弹性。为了防止硼结晶,管线上安装的硼加热系统(RRB)设有正常加热电路和应急加热电路,以确保含硼管线的温度在硼结晶温度以上。正常和应急加热电路电热丝(RS)的启动和停止通过温度开关(ST)控制。正常加热电路在温度低于77℃ 时启动,高于82℃ 时停运。应急加热电路在温度低于72℃时启动,高于77℃ 时停运。当应急电路投入时,中间控制室会发出应急加热投运报警(RRB301AA)。此外,REA001TY管线有独立的测量通道(RRB001MT)进行温度监测。加热系统的传感器安装在球阀上游,设计上是以该位置的温度值控制正常和应急电路的启动和停止。
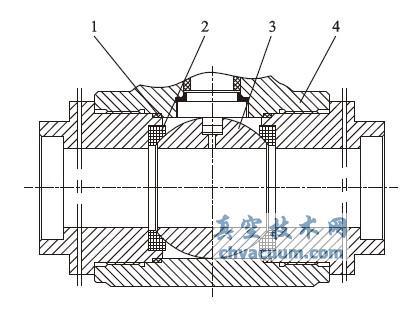
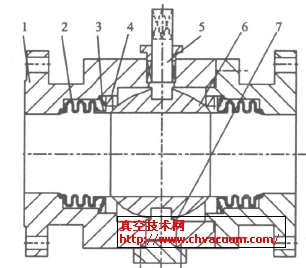
1.O 形圈 2.阀座 3.阀芯 4.阀体
图1 球阀
电热丝型号为2-A-08-I,长度4.7m,电阻为21.1Ω,电流为4.16A,电压为72V,功率为245W±15%。导热材料为多飞特合金(TOPHET),包壳材料为不锈钢,设计的最高工作温度为600℃;理论计算得出20℃下电热丝的最高温度为225℃。REA001TY 管线上只有止回阀到制硼罐之间装有保温,保温内的管线和阀门缠有电热丝。相关管道的直径均为2in.(50 8mm) ,壁厚为2.77mm,材料为L304。
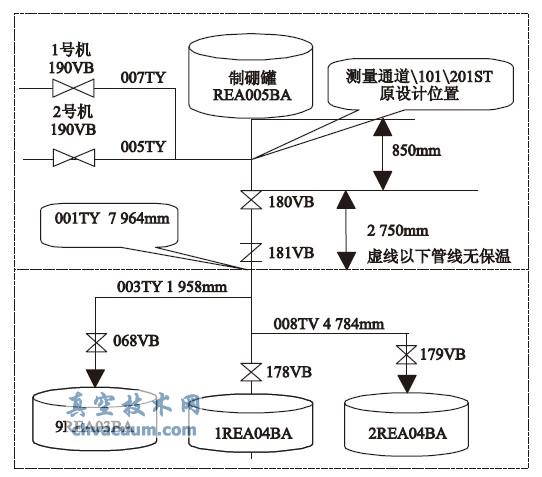
图2 与球阀相关设备布置
3、现场温度
球阀出现故障以后,首先对其相关管线的温度进行调查,包括测量通道温度和阀门维修后的现场温度测量跟踪。
3.1、测量通道温度
从电站集中数据处理系统(KIT)查询的测量通道连续1 年的管线温度变化情况(图4) 可知,无论是无制硼操作或制硼操作期间均没有发现温度超过80℃的情况。无制硼操作期间(罐中为除盐水),测量通道的温度在72℃左右,制硼期间(罐中为含硼水) ,测量通道的温度升降变化明显。这是因为每一次传硼结束后,都要补充温度较低的除盐水,所以制硼罐内温度下降较快,而后由于水箱内加热器的投运,温度较快回升。
由于传硼期间,测量通道测得的最低温度大部分低于60℃,低于应急回路的启动温度72℃时,因此应出现应急加热投运报警,但运行操作记录中没有报警记录。现场确认报警盘灯无异常,是调试期间应急报警信号线接反,导致整个加热系统应急报警无法发出。
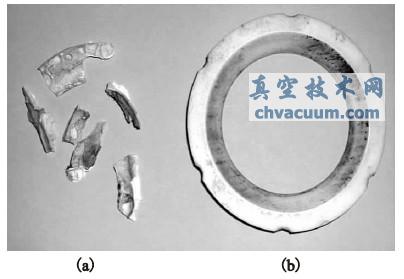
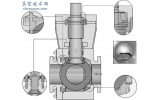
(a) 出口侧(b) 入口侧
图3 损坏的PTFE 阀座密封件
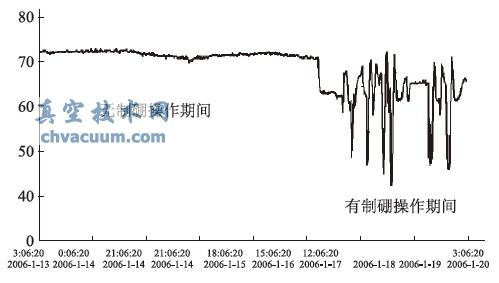
图4 测量通道温度变化情况
3.2、维修后现场温度
球阀检修后两端的温度相差很大(表1),下游端的温度在没有安装保温的情况下已经接近阀门的最高设计温度180℃(图5) 。但测量通道中从来没有显示出管线温度超过100℃的情况。分析确定,因为测量通道安装在球阀的上游,而制硼罐通常都充有除盐水( 约1.5m3 ) ,且通大气,所以球阀上游的实际温度不能超过100℃。测量通道的监测记录表明,测点位置的温度均小于80℃。入口侧的温度为80.6℃,仅比制硼罐水箱的水温高约10℃。
表1 球阀检修后温度℃

4、原因分析
4.1、出口阀座温度超高
PTFE一般使用温度-200 ~ 260℃。熔融温度为327℃,温度过高(390℃以上) 会加速PTFE的分解。从阀座破碎分析,出口阀座的温度至少达到了熔融温度,才能出现“烧结”状破碎。电站集中数据处理系统查询结果表明,无制硼操作期间测量通道测得的温度72 ~ 80℃。这个温度范围内,管线有一个加热电路(正常或应急) 在运行,即存在一个持续的热源。由于有持续的热源,就会有2种可能的故障模式导致球阀出口阀座密封件温度超过180℃。
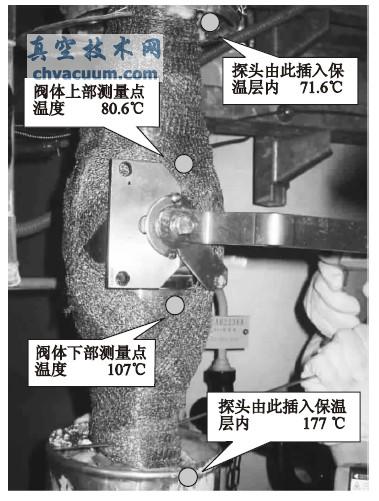
图5 检修后球阀温度测点的位置
(1) 第1 种情况
球阀下游管线未充满水,导致球阀出口阀座密封件与其下游管线处于干烧状态。传热学计算表明,绝热情况下,正常电热丝把制硼罐1. 5m3 水的温度由25℃升高到82℃而退出运行需要3.65 天。而若球阀与止回阀之间无水,无水管线由25℃达到电热丝最高温度225℃的时间仅为0.78h。实际在没有保温的情况下,阀门出口侧的最高温度已达177℃,说明了阀座出口密封件在管线未充满水的情况下,其超过设计温度的可能性很高。
(2) 第2 种情况
球阀下游管线充满水,球阀与下游3 个隔离阀之间的管线形成了一密闭空间。理论上,在电热丝的不断加热下,密闭空间的温度、压力将上升,这类似于阀门的锅炉效应。但实际情况,由于电热丝只是在水上部加热,不会发生水的对流传热,只通过热传导传热。密闭空间内,球阀下游有保温的管线长度为2750m,无保温的管线总长度为13088m,两者的体积相差约4 倍,即散热比加热面积大4 倍。因此,良好的散热使得发生锅炉效应的可能性很小。经过分析,在存在持续热源的情况下,若球阀下游未充满水,阀座出口密封件的温度超过设计温度而破损的可能性很高。
4.2、球阀下游充水问题
( 1) 传硼操作的影响
制硼罐传硼方式有动力传硼和重力传硼2 种。对于重力传硼,其是依靠重力尽可能将制硼罐中的溶液传送到贮存罐,以避免将残余配料排向核岛的排气和疏水系统(RPE)。在这种情况下,必须降低相应贮存罐中氮气履盖层的压力,但压力不能低于0.02MPa。从设备位置上看,球阀标高为13.55m,比接收罐的最高液位13.12m 高0.43m,但接收罐内0.02MPa 的氮气压力可以使001TY 管线的液位超过球阀。对于动力传硼,其是用硼酸泵将制硼罐中的溶液传送到贮存罐,以避免排去贮存罐的氮气履盖层。为防止气蚀,硼酸泵保护跳泵时,制硼罐约剩20%的溶液。所以,不管采用那种方式传硼,根据现有的规程要求和系统设计,球阀下游都应该是满水的。
(2) 设备解体检修的影响
根据电厂的工作流程,为了防止硼结晶,相关设备投运前,首先是电热丝和保温的回装,电热丝送电,最后才是设备充水排气。因此球阀检修后,投运电热丝后到充水排气操作这个期间,球阀下游管线是未充满水的状态。另外,球阀检修后的解除隔离操作指令,没有对管线充水排气的要求。
(3) 接收罐隔离阀泄漏
由于接收罐内的氮气压力大于0.02MPa,因此即便储存罐隔离阀泄漏,球阀下游都应该是满水的。考虑各种情况,球阀解体检查重新启用时,下游管线将有一段时间未充满水。
4.3、阀座损坏时间
根据分析,阀门超设计温度发生在电热丝送电后至球阀第1 次使用前。一般系统检修完成从解除隔离到完成传硼约14h。除去制硼时间、化验时间、在线时间和传硼时间,检修完毕到开始第一次传硼的时间间隔约10h。因此可以推测,在阀门下游无水的情况下,PTFE 阀座可能在10h 以内发生破碎失效。当出口阀座破碎后,阀门出现了内漏,管线处于满水状态,因此管线的温度将低于阀门设计温度。球阀内漏是不容易发现的,因为其下游还有常关的隔离阀,且制硼罐的液位显示精度不高,即便阀门发生内漏使下游管线充满水,制硼罐的液位下降也很少,仪表显示不出变化。随着后续的运行操作,阀门将发生外漏。
4.4、分析
从阀门出口阀座破碎的事件和原因分析(图6) ,造成出口PTEF阀座破损的直接原因是阀门下游管线的温度超过阀门设计温度,根本原因是温度开关的设计位置存在缺陷,导致电热丝不能及时退出。同时,程序要求不明确,管线温度监测的缺失是重要的促成因素。
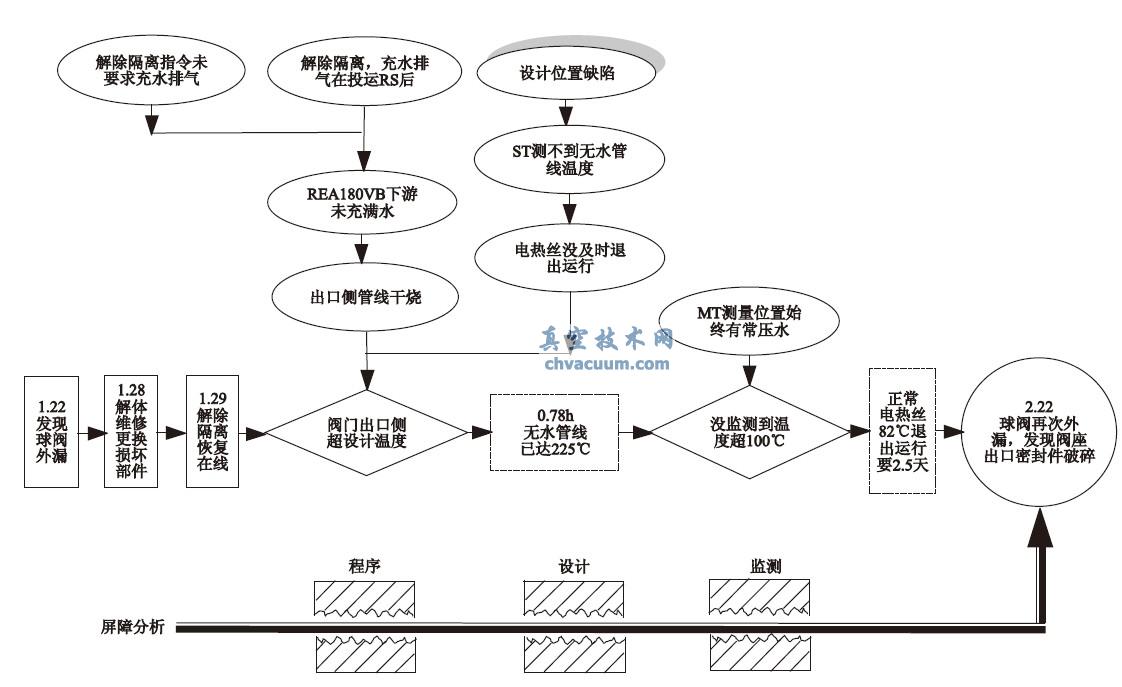
图6 球阀出口PTFE阀座破碎的事件和原因因素图
5、改进
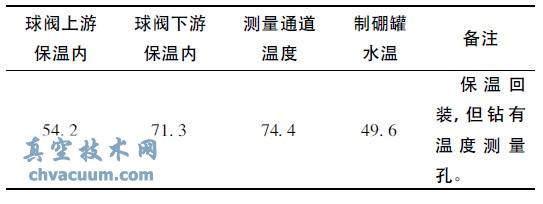
现场通过改造流程将温度开关组件装在球阀与止回阀之间的管道内,靠近球阀出口,这样,即便发生管线未充满水的情况,也能正确控制001TY 管线加热器的启停,防止温度超过设计温度,避免出现阀座密封件发生破碎的情况。改进完后的温度测量结果表明达到了预期结果(表2),管线温度监测的功能也恢复了正常。
表2 纠正措施后的球阀温度测量情况℃
6、结语
使用根本原因分析方法现已经成为电站故障分析的一个基本要求。一个设备的故障,原因是多方面的。很多时候,设备问题的原因很容易简单地归结为设备选型不当,期望通过设备换型来解决设备问题。例如本事件,电站也是可以通过选择一种工作温度更高的球阀或者其他类型的阀门来解决该问题,但这种解决办法很可能带来其他的问题。通过根本原因分析后,仅仅通过简单的调整温度开关组件的位置,就解决了这个电厂长期存在的问题,代价很小且没有潜在的风险。因此,运用一些根本原因分析的方法,找到事件的根本原因,才能有针对性的制定纠正措施,避免事件的重复发生。