球阀球体与阀杆一体化设计与分析
针对普通浮动球阀阀杆跟球体连接处因间隙配合导致应力分布不均匀,且容易导致硬化层剥落等缺点,设计了球杆一体化固定式球阀。主要在球杆跟球体的连接工艺上作了详细分析和改进,使阀杆与球体焊接在一起,然后在阀杆和球体连接件上喷焊Ni60。在应力、安全性能和适应环境方面也进行了相应的分析,发现球杆一体化球阀比普通浮动球阀开关时所用的扭矩小;而且阀杆跟球体焊接成一个整体,防止了阀杆冲出体外的可能;另外,此种设计开启精度高、寿命长。这些优越性优化了阀门的控制和安全性能,解决了阀门容易密封失效难题,从而推动了阀门行业的进一步的发展,为阀门行业提供了一个很好的研发方向。
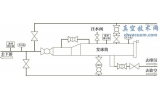
阀门是流体管路的控制装置,其基本功能是接通或切断管路介质的流通,改变介质的流动方向,调节介质的压力和流量,保护管路设备的正常运行。随着现代工业的不断发展,阀门需求量不断增长。一幢现代高楼需要大量的阀门,一个现代化的石油化工装置就需要上万只各式各样的阀门。球阀是20世纪50年代问世的一种新型阀门,具有外型尺寸小、质量较轻、密封性好、流体阻力小、开关迅速方便、便于气控和电控、使用寿命长、安全可靠性高、维修方便等优点而受到广泛的欢迎,真空技术网(http://www.chvacuum.com/)认为因此在各行各业的管道上被广泛采用。很多单位和机构开始研究高质量的球阀,无论从阀体、球体、阀杆、球座、密封元件、驱动装置等,都得到了很大程度的发展。随着球阀的广泛使用,对其设计提出了更高的要求,本文就球体与阀杆一体化方面进行合理的设计与分析,使球阀的部分性能得到了优化,使之能更加安全,稳定的工作。
1、存在问题
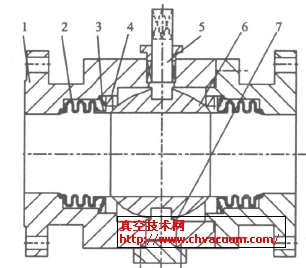
现在普遍使用的球阀大都是球体与阀杆是两个独立的零件,如图1所示。通过连接处的间隙配合,使之达到开启闭合的效果,这样的连接形式,使用时间久了就会转动不准确,带来很大的危害。例如在煤制油、油改煤以及煤气化等煤化工系统处于介质(煤渣)高硬度、高压力及高温度的工况下,阀门应具有耐磨、耐冲刷及快速切断等功能。阀门启闭频繁且速度快(30min动作一次,5~10s/次),在这种情况下阀门的转动必须准确,否则会对密封性、使用寿命、流量和流速有严重的影响。对图1所示的球阀来说,阀杆与球体接触部位应力过大,很容易引起硬化层的剥落,从而使转动精度降低。例如,本来是阀杆旋转90°而终止,由于硬化层的脱落,结果球体有可能旋转了88°,这样会带来一定的阻力,会使阀门的寿命大大缩短,而且硬化层的脱落会导致密封失效。
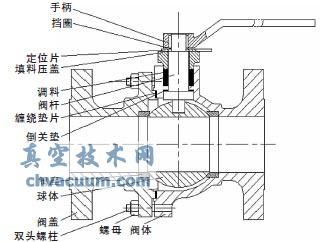
图1 一种常用球阀结构示意图
当启闭阀门时,阀杆与球体的作用部位就会形成比压,由于阀杆与球体之间的连接是间隙配合,导致在接触面上的比压分布也是不均匀的(图2),越靠近阀杆的边缘部分挤压应力δzy越大,这样造成边缘部分因应力过大而提前使表面层脱落。相比之下,中间部分所受到的应力会相应减少。
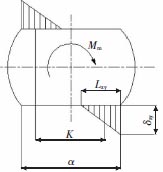
图2 阀杆头部比压分布
由于存在应力分布不均匀现象,会对阀门的使用寿命造成一定的影响。
在特定的环境中,阀杆有冲出体外的可能。阀杆冲出体外,导致阀杆的转动不能带动球体的转动,这样就不能使球阀进行正常的工作,严重时会造成重大事故。对于上述这些情况,把球体与阀杆做成一个整体,使阀杆球体一体化,就会避免这种因间隙配合引起的种种失效,同时也不会使阀杆冲出体外。
2、优化设计
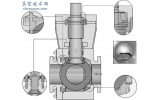
阀杆球体一体化,做成固定式硬密封球阀,这样可以优化普通球阀的一些性能,使之能够更加高效、安全地进行工作。下面以4"QS347Y-600Lb对分硬密封球阀为例(图3),进行分析。
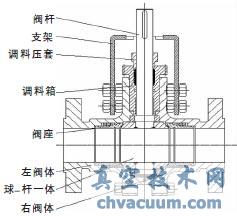
图3 4"QS347Y-600Lb对分硬密封球阀
2.1、球杆一体的具体加工方法
对于阀杆,材料应符合GB/T1220的规定,选用17-4PH不锈钢,它是马氏体沉淀硬化型不锈钢,其性能特点是易于通过变动热处理工艺调整强度级别,并且该材料衰减性能好,抗腐蚀疲劳及抗水滴性能强,适合制作像阀杆这样的轴类零件。锻件要进行固溶处理,使合金中各种相充分溶解,强化固溶体,并提高韧性及抗蚀性能,消除应力与软化,以便继续加工或成型,经热处理后硬度要达到40~42HRC。
对于球体,材料应符合ASTMA182的规定,选用F304不锈钢,它是一种通用性的不锈钢材料,防锈性能比200系列的不锈钢材料要强。耐高温方面也比较好,304不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304不锈钢具有很强的抗腐蚀性,对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力。球体与阀杆一样,也要进行锻件的固溶处理,改善钢和合金的塑性和韧性,为沉淀硬化处理作好准备。
球体与阀杆连接部位的尺寸Φ48与阀杆过盈配合0.15~0.20mm,具体加工方法为:将球体加热到400℃,保温20min,然后将阀杆精确地插入球体,使之冷却后进行焊接,球体与阀杆的焊接部位如图4所示,并及时回火消除应力。这样,阀杆与球体就被焊接成了一个整体,然后喷焊Ni60,Ni60的化学成分和主要性能见表1。
表1 Ni60自熔合金的化学成分和主要性能
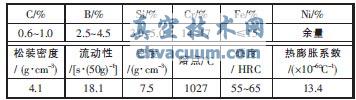
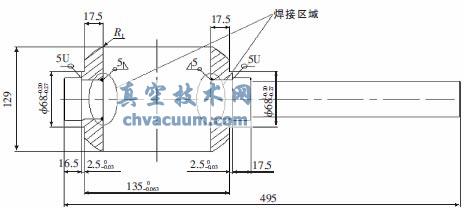
图4 球体与阀杆焊接部位示意图
Ni60粉喷焊层硬度在60HRC左右,与渗碳、渗氮、渗硼、镀铬和某些堆焊合金等表面硬化处理后的硬度相当,并具有优良的耐磨性、耐蚀性和抗高温氧化的综合性能,已被广泛用于冶金、机械、矿山、石油、化工、轻工、汽车等领域易损部件的修复和保护,能几倍乃至几十倍地提高使用寿命,取得了显著的经济效益和社会效益。同样,在球体与阀杆上喷焊Ni60是对其表面进行强化,使之具有较高的硬度和优良的耐磨性等综合性能。
Ni60喷焊工艺流程如图5所示,其中表面处理与预热尤为重要。喷焊层与基体的结合强度,除取决于自熔合金粉末性能和喷焊工艺操作外,还与被喷工件表面处理是否符合要求有直接关系。对于预修复工件的表面疲劳层、渗碳层、氧化层、镀铬层、锈斑、油污等需先除去。处理方法(手工):用角向磨光机或电动磨头清理至露出基体金属本身光泽为宜。对喷焊工件进行预热,是为了蒸发工件表面的水份,并使基体有一定的预膨胀,提高粉末喷敷沉积率,同时有助于焊层重熔时与基体的结合。预热温度取决于工件大小及基体的抗氧化性能,一般较小或基体易氧化的工件采用150~200℃预热。
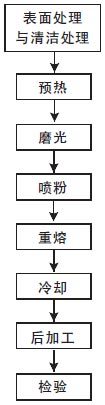
图5 Ni60喷焊工艺流程
2.2、重要参数的计算
球杆一体化固定式硬密封球阀的一些重要参数的计算方法如下。
2.2.1、阀体壁厚S'B
 (1)
(1)
式中:S'B为计算厚度,mm;p为计算压力,MPa;Dn为计算内径,mm;[σL]为许用拉应力,MPa;C为腐蚀余量,mm。
当阀体实际厚度SB≥S'B时,强度合格。
2.2.2、密封比压q
q=DMJ(PS-PN)/(4bM) (2)
式中:DMJ为密封面平均直径,mm;PS为整定压力(设计选定约1.1PN),MPa;PN为公称压力,MPa;bM为密封面宽度,mm;qMF为密封面上必须的比压,MPa;[q]为密封面许用比压,MPa。
密封比压应当满足qMF<q<[q]。
2.2.3、阀杆的总力矩MF
MF=MQC+MFT+MZC (3)
MQC=MQC1+MQC2 (4)
MFT=0.5QTΦ杆 (5)
MZC=0.3927D2JHPNfzDQJ (6)
式中:MQC1为阀座对球预紧力产生的摩擦力矩,N·mm;MQC2为介质工作压力产生的摩擦力矩,N·mm;QT为填料与阀杆的摩擦力,N;Φ杆为阀杆直径,mm;DJH为阀座套筒外径,mm;fz为摩擦因数;DQJ为轴颈直径,mm。
2.2.4、断面扭应力
Ⅰ断面扭应力(方头):
由于阀杆头部与阀体接触,承受很大的扭应力,为满足性能的要求,应当计算断面扭应力,使之小于许用扭应力。断面位置如图6所示。
τN1=MF/W1 (7)
Ⅱ断面扭应力(阀杆):
阀杆与阀杆头部的部位直径突然变小,最容易发生扭曲、变形,从而产生扭转切应力。所以要计算阀杆与头部的扭应力,同样使之要小于许用扭应力。断面位置如图6所示。

图6 阀杆头部断面位置
τN2=MF/W2 (8)
式中:W1、W2为抗扭断面系数。
3、优化分析
3.1、连接处应力分析
图1所示浮动球阀,因为是间隙配合,所以在接触面上的比压分布是不均匀的。挤压应力δzy应小于材料的许用挤压应力值[δzy],为满足要求,只能加大阀杆与球体接触部位的尺寸。但加大阀杆与球体接触部位的尺寸将减弱球体的强度,而且会使阀杆与球体接触部位应力过大,很容易引起硬化层的局部剥落,并逐步扩展到了整个球的表面,导致密封失效。
对于球杆一体化固定球阀来说就避免了这些问题,它与普通的球阀相比较有以下优点。
(1)阀前流体压力在球体上产生的作用力全部传递给轴承,消除了由于进口压力推动球体与密封座形成的巨大密封负荷而造成过大的扭矩,不会使球体向阀座移动从而使阀座不会承受过大的压力,所以固定球阀的转矩小,阀座变形小,密封性能稳定,使用寿命长,适用于高压、大口径场合。
(2)又因为球体与阀杆焊接为一个整体,球体与驱动装置开启的角度大小完全一致,使开启、闭合更加准确无误,避免了像普通浮动球阀那样,球体跟阀杆随着使用时间的延长,其间隙配合带来的转动不准确,甚至出现“假转”现象的弊端。
3.2、安全性能
对普通的球阀,特别对于老式上装式阀杆的球阀,用它来输送液化气时,当球阀处于关闭状态时,积存在阀座之间的阀体体腔内的液化气会因吸收外界热量而大量气化,造成体腔内压力异常升高。这种异常升压现象可能会使阀杆冲出体外,如图7所示。造成严重的事故,导致人员伤亡。而球体一体化阀门,因为球体跟阀杆焊接成一个整体,就从根本上避免了这种阀杆冲出体外的可能性,这样就保证了工作环境的安全性和阀门的可靠性。
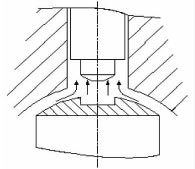
图7 异常升压使上装式阀杆冲出体腔外的情形
3.3、适应环境
煤制油(用煤液化法制油)是重点发展的一项新技术,国家已批准在内蒙古建设一套年产500万吨煤直接液化项目。煤直接液化装置工艺条件十分苛刻,对阀门提出的要求非常高。此种球杆一体化硬密封球阀耐磨,且抗冲击能力强,并且能够在介质温度420~500℃、工作压力17~30MPa的工况下工作。满足了这种煤化工项目的要求,从而促进了煤制油工艺发展。
球杆一体化固定式球阀的这些优越性优化了阀门的控制和安全性能,解决了阀门容易密封失效的难题。从而推动了阀门行业的进一步的发展,为阀门行业提供了一个很好的研发方向。
4、结束语
为适应我国国民经济的快速发展,适应各行各业不同介质和管路提出的新要求,在阀门行业广大科技人员的努力下,球阀结构不断地被改进,但是此种设计也有一定的不足之处。例如,加工工艺复杂、成本高、对加工设备的性能要求相对较高等,所以其设计有待进一步研究及优化。我们应努力开发科技含量高、满足工程参数需要、安全性好、可靠性高、耐恶劣环境能力强、易于管道清扫、启闭迅速的球阀。只有这种高性能的产品才具有广阔的市场和重要的经济价值。