不锈钢薄壁阀座零件的数控铣削加工与夹具
数控铣床批量生产零件时,每个零件的装夹都要保证零件的中心、圆周角度方向上的一致性,必须要设计一个简易的专用夹具,使定位精度和加工精度得到保证,零件的加工质量和生产效率得到提高。
本学院实习工厂加工的阀座零件如图1所示,材料为不锈钢。该零件要经过车、线切割、铣等3个加工工序。车用来加工各外圆及各台阶孔,其中Φ42mm外圆尺寸留余量加工至Φ46mm;线切割用来加工凸齿R1.2mm与Φ42mm外圆;铣用来加工3-Φ5mm通孔与Φ10mm通孔。
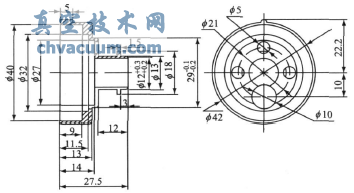
图1 阀座
1、铣削加工难度分析
所用阀座零件壁厚为2mm左右。根据零件图样及工艺要求,用数控铣床加工3-Φ5mm通孔及Φ10mm通孔。Φ10mm孔与Φ21mm孔相交。加工难度分析如下。
1)从装夹方法考虑。零件为薄壁零件,用三爪定心卡盘直接装夹会产生变形。Φ42mm外圆处有1个R1.2mm的凸齿,且和要加工的3-Φ5mm通孔、Φ10mm通孔又有位置要求。因此,需考虑设计专用工装夹具,该工装夹具既要保证每次零件装夹的位置精度,又要避免零件装夹过程中的变形。
2)因材料为不锈钢,塑性、韧性非常好,属于难切削材料,对切削速度影响很大。切削时切屑变形大、断屑能力差、易产生积屑瘤,导致工件表面粗糙、切削加工性较差。若切削用量选择不合理,刀具将急剧磨损。
3)因Φ10mm孔与Φ21mm孔相交,加工Φ10mm孔时,若使用Φ10mm钻头直接加工成形,当钻通Φ21mm孔及Φ18mm台阶外圆时,钻头将单边切削,会造成孔的歪斜。
2、专用夹具的设计与使用方法
为了解决零件的装夹定位与装夹变形问题,根据零件的结构设计了一个弹性定位夹套,如图2所示。车削加工弹性定位夹套时,一次装夹加工各外圆、内孔与端面,以保证各内外圆的同轴、各端面与轴线的垂直。弹性定位夹套上1个宽2.4mm、深2mm的槽和1个宽装夹加工下一个零件时,只需按上面的方法步骤将零件装入弹性定位夹套内,再将装好零件的弹性定位夹套装夹在三爪定心卡盘上,并使三爪定心卡盘上Φ6mm的定位销卡在弹性定位夹套上6mm宽的定位槽内即可。
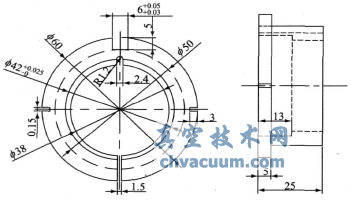
图2 弹性定位夹套
3、铣削过程中的加工工艺与参数
针对零件的加工难点和切削过程中的力学分析,将对钻削过程作如下设计:根据端面瞬时切削力经验公式得知,切削过程中必须减少单位切削力、减小端面刃的切削深度及切削厚度。
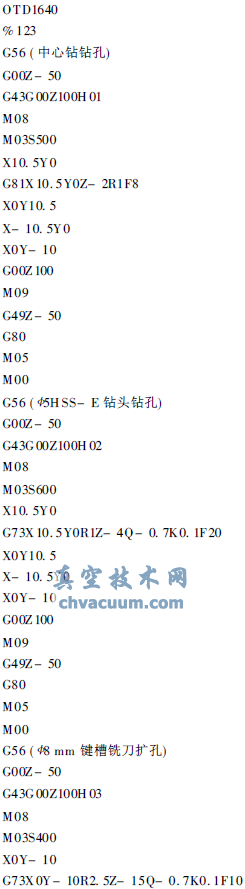
1)用中心钻钻削Φ5mm与Φ10mm处中心孔。主轴转速选用S500r/min及F8mm/min。
2)用Φ5HSS-E钻头钻削加工3-Φ5mm孔及在Φ10mm孔位置处预钻Φ5mm孔。主轴转速选用S600r/min及F20mm/min。
3)用Φ8mm键槽铣刀在Φ10mm孔位置处将Φ5mm扩孔至Φ8mm。主轴转速选用S400r/min及F10mm/min。
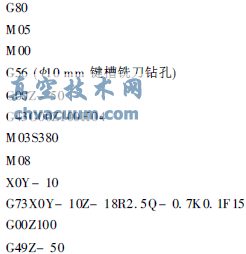
4)用高速钢Φ10mm键槽铣刀,在Φ10mm孔位置处将Φ8mm扩孔至Φ10mm。主轴转速选用S380r/min及F15mm/min。
由于钻头单边切削必将造成孔的歪斜,而用未经刃磨的Φ8mm及Φ10mm平底键槽铣刀加工时,由于铣刀端面刃瞬间接触被切削平面时切削宽度较宽、切削力较大、振动较大。所以将键槽铣刀的刀尖刃磨成1×45°倒角,所刃磨的倒角起导向作用,定心作用好;且铣刀底平面切削宽度窄,切削阻力大为减小,孔径尺寸保证良好。
使用此夹具装夹加工阀座零件,解决了零件装夹变形与装夹定位问题,极大地提高了零件的加工质量与加工效率。
4、立式数控铣床加工程序(华中世纪星数控系统)
部分程序如下。


参考文献
[1]李华.机械制造技术[M].北京:高等教育出版社,2000.