引进型超临界汽轮机高压调节阀阀座松动处理
华电宿州发电厂采用引进西屋技术生产的630MW超临界汽轮机。自投产以来,高压调节阀先后发生阀座松动,经返厂处理未能完全消除隐患。通过对高压调节阀阀座松动进行原因分析,并采取可靠现场处理方案,保证机组安全稳定运行。
引言
华电宿州发电厂一期工程安装两台630MW超临界燃煤汽轮发电机组。汽轮机为引进生产的美国西屋公司技术汽轮机,型号为N630-24.2/566/566。汽轮机型式为超临界、单轴、三缸、四排汽、中间再热、凝汽式,原始设计额定功率为630MW,最大连续出力为648MW。两台机组分别于2007年9月、11月投产发电。高压调节阀阀体上加工有基孔,阀座采用液氮冷却后装入基孔,与基孔有0.19~0.23mm过盈量。阀体与阀座之间开孔打入止动销,外部加装丝堵并封焊。大部分机组在第一次高调门阀座松动后将阀组割下返厂处理,制造厂将阀座过盈量加大到0.28mm,阀座与阀体结合处增加封焊。
1、高压调节阀阀座历次检查
2008年10月,对1号机组第一次检查性大修,对1号机1号、2号、3号高调门解体检查时,发现阀座与阀体配合有间隙,在用铜棒敲击阀座时有明显的松动现象。2号高调门阀座松动尤为严重,已完全松脱。2008年10月26日,公司组织制造厂代表召开专题会,确定最终处理方案,为了防止4号高调门阀座出现类似的松脱现象,决定将1号、2号、3号、4号高调门阀座全部更换处理,制造厂严格按照设计要求确保安装工艺。过盈量及防转销的配合尺寸符合图纸要求。
2009年4月,对2号机组第一次检查性大修,对1号机高调门解体检查时发现,4只高压进汽调阀阀座都有不同程度的松动现象,在用铜棒敲击阀座时有明显的松动现象,按照1号机方案返厂处理。缺陷如图1所示。

图1 3号高压进汽调阀阀座松动
2012年10月13日,1号机组小修期间,考虑到4号高压调节阀阀杆断裂,利用小修机会更换新的阀杆。4号高调阀解体过程中发现,阀座焊线开裂1/2,用木棒敲击存在明显金属撞击的声音,判断为阀座存在松动隐患。缺陷如图2所示。
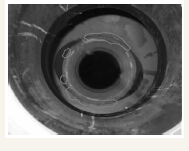
图2 4号高压进汽调阀阀座
2013年5月,1号机组大修,高压调节阀解体,用铜棒对阀座进行敲击。检查发现1号、2高调阀焊线部分开裂,开裂幅度达1/2。3号高压调节阀阀座转动3mm,4号高压调节阀销子处阀座声音正常,其余地方用铜棒敲击声音异常,用木头手柄敲击有明显金属撞击声音。判断3号、4号高调阀阀座二次松脱。
2、同类型机组高调阀阀座松动调研
该类型600MW汽轮机,高压调节阀普遍存在阀座松动的情况,共20台机组均发生过阀座松动情况。
福建某电厂2号机2008年8月发生4号高调阀阀座松脱,图3所示。
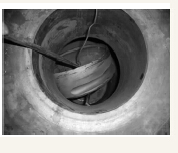
图3 阀座浮起发生翻转
河南某电厂1号机2008年5月发生阀座松动引发销子泄漏,图4所示。
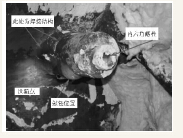
图4 阀座松动造成销子泄漏
江苏某电厂1号机2011年10月发生阀座浮起。2010年5月发生高压调节阀阀座单边脱出浮起40mm,阀心与阀座仅能单边38mm接触的情况。
江苏某电厂5号、6号、7号、8号4台机组发生阀座松动,6号、7号、8号3台600MW机组共12个阀座现场检查阀座松动,现场进行拆卸。
3、高压调节阀阀座松动的危害
高压调节阀阀座通常设计为长颈扩散器或者短颈扩散器,目的基于两点。一是组织来流稳流有序,所有上游来汽是紊乱状态,若上游来汽不经组织,势必造成无序流动,导致流动严重阻塞或进汽后汽流调整困难;二是有效回收高速流动的动能,使之恢复成高位势能。无论阀后的喷嘴组是冲动式叶栅还是反动式叶栅,都要求“叶栅前的来流是无限稳流,这意味着来流是将高速动能通过扩散器,转换为势能,恢复来流的压力,以便进入叶栅更高效做功,如同汽流通过动叶叶栅后,迅速扩压后减速成缓流,再进入静叶栅的原理相同”。
扩散器松动事故主要是由于阀座在受热状态下扩散器过盈量减少或者消失,导致扩散器上浮,事故主要表现在:阀杆振动,轴向振动剧烈;机组变工况时调阀严重迟缓或无法加减功率,机组异常噪音甚至啸叫。阀座松动上浮还会引起机组惰走时间长,汽门严密性不合格甚至可能引发汽轮机超速的恶性事故。
4、高压调节阀阀座松动原因分析和处理
4.1、阀座松动原因
高调阀阀座松动是共性问题,公司在2008年底1号机大修时检查阀座松动,对其割除返厂处理,当时处理工艺为将过盈间隙由0.22mm放大到0.28mm,对阀座边缘焊接固定。现在看来,当时处理工艺存在明显缺失。针对高调门阀座松动,制造厂2009年底起使用新型阀座,阀座材质由10325PJ(12Cr2Mo)变更为X10CrMoVNb9-1,阀座结合处长度增加30mm;阀座配合紧力由0.21mm增大至0.30mm。阀座二次松动原因为制造厂对西屋引进型技术消化不良,安装工艺达不到,在机组启停及变工况过程中,阀座在受热状态下扩散器过盈量减少导致松动。机组运行期间,阀座在高温下产生变形,阀座的过盈量逐渐变小甚至消失,是导致阀座松动的主要原因。结构设计上,原阀座设计过短,与阀体之间接触面积偏小,导致过盈力偏小。阀体母材材质(10315AP,相当于ZG15Cr1Mo1V)高温力学性能余量过小,高温下长期运行过程中产生塑性变形,导致阀壳与阀座之间的过盈配合失效,也是阀座产生松动的原因之一。
4.2、阀座松动处理方案
2009年底起对阀座的材质和结构进行改进,阀座材质由10325PJ(12Cr2Mo)变更为X10CrMoVNb9-1(相当于P91材质),阀座结合处长度增加30mm,阀座配合紧力上限由0.23mm增大至0.28mm。考虑到高联门已经割除1次,对3号、4号高调阀阀座进行现场更换。首先采用钻削方案将销子拔出,然后制作专用工具用千斤顶将旧阀座呈向上拉的态势。
在旧阀座底部加装密封板,注入液氮将其快速冷却,消除过盈量后将阀座拔出,用镗削机将高调阀基孔按照新型阀座尺寸加工至椭圆度、锥度、粗糙度合格。新阀座在液氮中缓冷后浸泡50min,快速将新阀座放入阀坑基孔内。工装压板压紧至阀座恢复常温,加工销孔、检验密封线,缝焊螺塞,最后检查管道无异物。机组修后高调阀阀序保持为1-2-3-4,机组启动过程中尽可能减小阀座与阀体的温差,保证暖机充分。
5、结语
在机组启动过程中,尽量控制蒸汽参数的绝对温差和温升速率。适当地加热蒸汽室,在从主汽阀控制转速切换到调阀控制转速之前,蒸汽室的内表面温度由紧靠内表面的深孔热电偶测量应等于或大于对应主汽阀前主蒸汽压力的饱和温度。切换时,主汽阀的汽温应等于或高于“切换时主汽阀进口最低汽温”曲线值。由于从主汽阀控制转速切换到调阀控制转速,使得蒸汽室压力升高,这些最低温度的规定能避免形成大量的水。经实践验证,现场更换阀座的方案经济有效,可以有效避免阀座松动的发生。





