高温泵机械密封失效分析与改进
P-101泵是EO/EG装置反应器的凝液水泵,为8×15SVH型单级悬臂式离心泵,投产以来,机械密封失效频繁,运行周期平均为1个月左右。为此在检修过程中对该机封故障进行了分析,并采取了相应的改造措施。
一、泵端机封及冲洗系统
该泵采用单端面、内装式、高背压型机械密封,动、静环材质分别为碳化钨、石墨浸树脂,密封圈为硅橡胶“O”形圈。
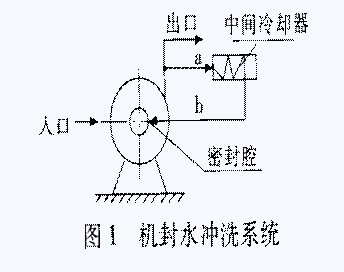
密封端面采用内冲洗方式,如图1所示,从泵出口管线引出的高温(264。C)水经中间冷却器冷却后注人密封腔,对密封端面进行冲洗冷却。
二、机封故障诊断
1.故障现象
机封部件拆检后,发现主要故障现象是:(1)动、静环“O”形密封圈失效,老化变硬,“O”形截面塑变成方形;(2)静环失效,密封端面被咬蚀出现彗星状痕迹;(3)补偿环磨损;(4)补偿环弹簧失效,失去补偿作用。
2.失效分析
故障原因分析表明,密封冲洗系统存在问题及密封腔温度过高是造成机械密封频繁失效的主要原因。
(1)机械密封冲洗系统分析
如图1所示,原设计的机械密封外冲洗系统是自该泵出口引出的水经过冷却器后,流人密封腔对机封端面进行冲洗。 但经计算,冲洗液压差△P<0,即密封冲洗系统实际为外冲洗。 为进一步验证,在现场进行了实际测量,以判断密封冲洗液流向。用测温仪分别对中间冷却器两侧的密封冲洗管线表面a、 b两点进行温度测量,a点的温度是85.7℃, b点的温度是135.2℃,温差达50℃左右,证实液体是自密封腔经换热器换热后流向泵出口,即密封冲洗液是逆流。
(2)内冲洗失效造成静环咬蚀
内冲洗液对密封端面起到冲洗、润滑、冷却作用,冲洗液正常压差为0.05 ~0.1 MPa,流速在3~4.6m/s范围内。内冲洗失效,机封端面为半液摩擦,介质内的颗粒或结晶进入摩擦端面,进一步加剧端面的磨损,产生较高的摩擦热而无法有效带走,造成机封静环端面因温度过高而出现金属咬蚀现象,导致机械密封泄漏。
(3)密封腔温度高造成密封圈老化变形
由于密封冲洗系统失去作用,密封冲洗液逆流,密封腔内介质温度等于操作温度264℃),超过硅橡胶“O”形密封圈的使用温度范围(-60 ~260℃ ),造成密封圈很快老化与塑性变形,机械密封泄漏。
三、机械密封的改造措施
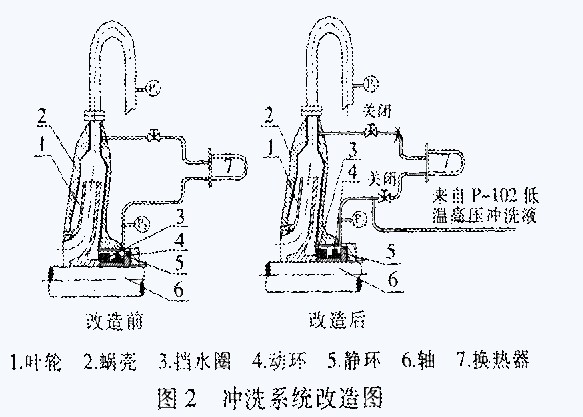
1.如图2所示,从该泵旁边的P- 102A泵的出口引人温度为85℃、压力为3.2MPa(可调)的水至密封腔进行外冲洗,关闭原来的自冲洗管线,以降低密封腔温度并提高冲洗液压力至3.2Mpa。
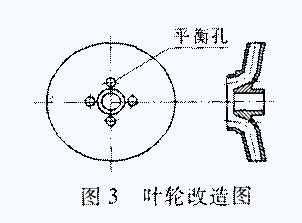
2.如图3所示,在叶轮上开四个ф8mm的平衡孔,在降低叶轮背压的同时起到平衡轴向力作用,但泵的容积效率损失增加。经过核算,平衡孔的泄漏量约为设计流量的2%~5%,使密封腔内压力降低了0.1 MPa左右,使冲洗液压差△p=0.6MPa 。
3.如图4所示,为了减少叶轮上增开平衡孔对泵容积效率的影响,调整叶轮定距套尺寸,把叶轮的背隙由10mm减至4mm,进一步降低叶轮背侧压力,提高冲洗液压差。

4.改进泵的操作步骤。改造后介质和冲洗液之间温差很大,先打开密封冲洗液,使冲洗液压力达到3. 2MPa,再按步骤启动泵,以防止密封元件因急冷急热而脆裂。
四、效果
改造后的机械密封冲洗系统自投人运行以来密封腔表面温度为85℃,大大低于改造前的135.2℃ ;压力表显示密封腔外冲洗液压力3.2MPa,符合使用要求。4个月后对机封拆卸检查,各密封元件完好无损。至今机封已稳定运行16个月,工艺操作稳定性和可靠性大幅提高。密封冲洗系统改造后取得了满意的效果,消除了装置安全生产的一大隐患,创造了可观的经济效益。