����ѹҺѹ�ܷⷽ��̽����Ӧ��
�����ܷ�Գ���ѹҺѹ�����Ŀɿ�����˵���ž������ص����á����ķ����˳���ѹ�ܷ��ԭ���������ԣ�����˳���ѹ�ܷ���IJ��ϼ�ѡ��ԭ���ص������Һѹ�á�Һѹ�ס���·ϵͳ���ֽ�ͷ�Լ����Ʒ����տڵļ��ֵ����ܷ�ṹ���ܷ����ʽ�������Լ�ѹ��ʹ�÷�Χ��Ϊ����ѹҺѹ�豸�ܷ������Լ�ѡ���ṩ���ݺͲο���
����
����̸������ѹʱ��������ʱ����ϵ��������Ϊ����ѹ������ʱ����ͬ����ͬ�ġ�ԭ��е��ҵ�����䲼��JB824-66 ѹ���ּ��й涨��ѹ��p>32MPa Ϊ����ѹ���������ڽ���ѹ���ּ�ʱ����ѹ��p=40~70MPa Ϊ����ѹ��p>70MPa Ϊ������ѹ��������һ�����ᵽ����Һѹϵͳ��Һѹ��е�е�ѹ������82MPa ʱ��ͨ����Ϊ����ѹ�Ļ����붨�塣��ѧ������������ʱ����������������Ӧ��ʱ���IJ��������������⣬p>82MPa��ͨ����Ϊ����ѹѹ������ʱ����˵����ν��ǰ��˵����
����Ŀǰ����Щ��ҵ��������ʯ���涥ѹ����������ѹ�豸��Һѹ���ͻ�����ĩұ���豸������ѹ�����и������ѹ����ȷ���ʹ�õ�ѹ��ͨ����100MPa ���ң��е�������600MPa ���ϡ�
��������ѹҺѹϵͳѹ�����ߣ�����С��һ����������������һ������ѹ�����ߣ����ڼ�϶��ͬ������£����ȳ�ѹй©������ʮ������һ����������С������Ϊ1L/min��������й©��ʹй©Ҳ������ܴ�Ӱ�죬�Ը�ѹϵͳ����ѹ��ѹ���ܵ�Ӱ����Ϊͻ��������ռ�����(http://www.chvacuum.com/)��Ϊ���ܷ�һ��Ҫ�ϸ�Ҫ������ȫ�������ܲ���������й©��Ӧ���и߿ɿ��ԡ��Գ���ѹ���ܷ�һ��Ҫע�����İ�ȫ�ԡ���ѹԪ������·���ʵ���������ǿ�Ⱦ��Կɿ���������������϶����ף����dz���ѹ��һ��й©����һ����Χ֮�ڣ�й©����������������һ�������ˣ�Ӧ�ر�ע�����İ�ȫ�ԡ�
1������ѹ�ܷ�ԭ��
��������ѹ�ܷ�ԭ�����и�ѹҺѹԪ����Һѹϵͳ���ܷ�ԭ�����ޱ���������ͬ���������ܷ����������������ͨ������ֹй©���ܷ⣻���ڷǽӴ��ļ�϶�ܷ⣬ͬ������Һ�������ļ�϶ͨ�����ܵ�����������ѹ����ʧ������϶���ڶ�ѹ������㣬�ͽ�����й©���γ��ܷ⡣����һ��ѹ���������ͬ���ǣ����ڶ������ܷ�����ʱ����ܳ��ܳ���ѹ���ļ�ѹ���������ڼ�϶���ܷ⣬���϶ֵԶ��һ��ѹ����϶�ܷ�ֵС��
2������ѹ�ܷ���IJ���
�������ܳ���ѹ���ܷ�ԭ����һ��ѹ���ܷ�ԭ����������ͬ�������ܷ��ȴ��һ������Ҫ����֯�����ܣ���ֹ��©����ֹ����ѹ����Ҫ�����ʵ��һ�㵱Һ�������ѹ������100MPa��������ʹ�úϳ���Ƥ������ϣ�����������ͭ������ͭ���Լ���Щ��ɫ�����Ͻ���Щ�������Ͻ���������Ա��Σ�����������ܷ��氼��ƽ����İ����ȡ����⣬���в���ּ�һЩ�ɴ�Ӳ�ĸֲĵȡ����ĵĽ���O ���ܷ�Ȧ�ɳ���350MPa��������700MPa����Ӳ��45 ��35CrMoAl ������ֵ���������ǿ�������¿��ܷ�1000MPa ���ҵ�ѹ����
3��Һѹ���ij���ѹ�ܷ�
��������ѹ�ܷ�ͬ����Ϊ���ܷ��붯�ܷ⡣������Һѹϵͳ��ɷ�Ϊ��·�ܷ���ҺѹԪ���ܷ⡣ҺѹԪ���г�������Һѹ�á�Һѹ����Һѹ�ס�Һѹ����ȡ��������Һѹ����Һѹ�ij���ѹ�ܷ����⡣
����3.1��Һѹ�ó���ѹ�ܷ�
����������Ҫ������ʽ���ܷ⣬��Ҫ������϶�ܷ��������ܷ⡣��϶�ܷ����õ���ԲͲ���ṹ����Һ����ʵ�ճ������������ѹ����ʧ�����ֽṹ�ܷ�ѹ���ɴ�600~700MPa ����ѹ�ܷ�Ч����
��������ѹ�����úͻ������ܷ⣬��Ҫ�Ǻ���ȷ�����������������ļ�϶������϶̫С���������������Ῠ������϶�����ڳ���ѹ����£�й©��������ӡ�����80MPa����������Ϊ������������ֱ��Ϊφ8mm��������϶ֵΪ0.003~0.006mm���õ��ݻ�Ч�ʿɴ�90%��������϶Ϊ0.008~0.015mm ʱ���õ��ݻ�Ч�ʲ�����80%������ֱ���ϴ����������ѹ�����ɲ������ʽ�ܷ�װ�ã���ͼ1a ��ʾ������O ��Ȧ����Ȧ����ͭȦ���װ�ڴ��ȵ�����������ĸš�����Σ���ͭȦ�������׳�ʼ��϶Ϊ0.025~0.076mm���������˿�ʼ�ܵ�Һѹ��֮��O ��Ȧ�ܵ���ѹ��ʼ���ܷ����á���ѹ�����ӵ�ijһֵ����ͭȦ��ѹ������磬��ͭȦ�ܵ�����������侶�����ã�ͬʱ��ͭȦ������������С����һ���ܷ����ã��乤��ѹ���ɴ�120MPa����ͼ1b��ͼ1c ��ʾΪ��ѹ���ֶ������ó��õ��ܷ�װ�á������ܷ�װ��һ���е�ѹ�����˻أ���˻���о�����ѹ�������Ǹ����ģ�����ܷ�װ�õĹ���ѹ���ɴ�100MPa ���Ըߡ�
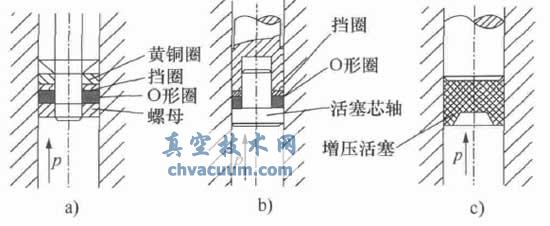
ͼ1 �Խ�ʽ�ܷ�װ��
����3.2��Һѹ�ij���ѹ�ܷ�
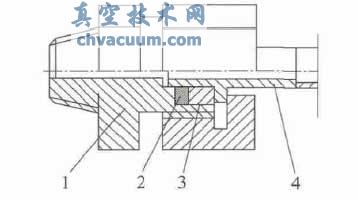
������ͼ2 �Ƕѹ��p=85MPa ��Һѹ�����������ܷ�ṹ�������ٶ�V=360m/min���¶�t=-25°~140�棬����ΪҺѹ�ͣ���������һ�㡣�ڳ����ܷ������֮ǰ�������ܷ��һ�������ѹ������65MPa������ơ���������ѹ������65MPa�������ڹ����ܷ�������Ǻ����ѵġ��ʱ���ѡ������������˹(URANUS)��Gs���K��Ko��Go��֧�л���O ��Ȧ��������ɶ����ܷ⡣ͼ2 �����²��ָ�һ���ܷⷽ����
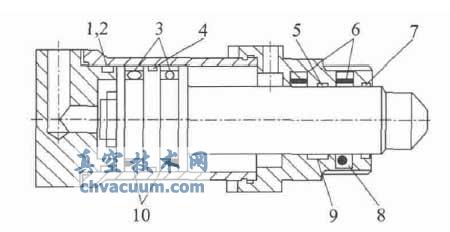
1��2-O ��Ȧ����Ȧ��3-�K��Ȧ�����4��5��9-֧�л���6-Gs Ȧ�����7-����Ȧ��8-Go ��Ȧ��10-Ko Ȧ
ͼ2 ����ѹ�������������ܷ�ṹ
�������ϳ���ѹ����ܷ��������������쳬��ѹҺѹ�Ͳ��Ǻ��ѵ��£����ϳ���ѹ����ܷ��ѳɹ��õ�����ѹ�Ļ�е�豸�ϣ���̫ԭij�豸��˾�����ľ�ѹ��ѹ��Ϊ250MPa���Ͼ�ijҺѹ���׳��ij���ѹ��ϴ��������ʹ���ѹ��Ϊ200~250MPa������ij��˾��ˮѹ�������ѹ����100MPa ���ϡ����˵�����ϳ���ѹ����ܷ�Խ������ѹҺѹ��Ʒ�ϵ��ܷ⼼�����⣬�����ҹ������Ʒ���˻������á�
4��Һѹ��·ϵͳ����ѹ�ܷ�
����Һѹ��·ϵͳ���ɽ����ܡ����ܼ����ֹܽ�ͷ��ɡ���Ҫ���Ǹ��ֽ�ͷ���ܷ�ṹ��������ܼ��ֳ���ѹ�ܷ��ͷ��
����4.1�����ڽ�ͷ����ѹ�ܷ�
������ѹ��p=0~10MPa �ɲ�����ͭ�ܣ��ù����������ȿ�����Ӧ�������ƽ������Ӷ��ɡ����˴��dz���ѹ�����ͷ�ܷ���ʽ���ƶ�ʵ����ȫ��һ��[5]��������10 ��15 �����䲦��ֺ�ڸֹܡ��ܶ˲�������ר��ģ�߳�ѹ���ɣ������ȿ����ͷ�幫�������ƣ�������֮�������ͭ�档�ڸֹ����ȿ�����һ����֮���Ƶ�ͭ���Ƚӹܻ�ν֮���ף�Ȼ������š�������ܷ�ѹ���ɴﵽ80~100MPa����ͼ3 ��ʾ��
����4.2����Ƭ�ڳ���ѹ�ܷ��ͷ
����ͬ��ѡ��10 ��15 �����䲦��̼�ֺ�ڹ��ӡ����Ӷ˲�������ר�Ź��ߴ�ɶ˲�ƽ̨����Ҫʱ�پ����ӹ�����ƽ̨���֮���ͭ��Ȧ��������š�������ܷ�ѹ��80~100MPa����ͼ4 ��ʾ��
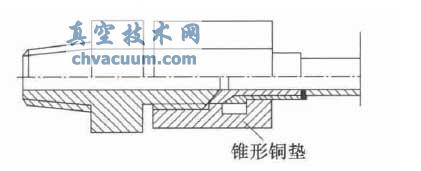
ͼ3 ��ͭ��Ȧ����ѹ�ܷ����ڽ�ͷ
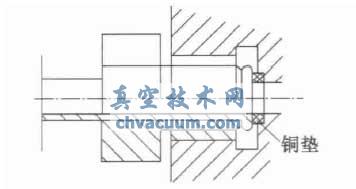
ͼ4 ����ƽ�泬��ѹ�ܷ��ͷ
����4.3��O ��Ȧ����ѹ�ܷ��ͷ
������ͼ5 ��ʾO ��Ȧ�ӵ�Ȧ����ѹ�ܷ⺸�ӽ�ͷ����1 �ӹ�O ��Ȧ����Ȧ���ۣ���4 ��Բ��̨��Ӧ���ӹ�������Ӧ����O ��Ȧ�ӵ�Ȧ��Ҫ��4 �����Ӧ��̨ƽ�洹ֱ�������4 ��O ��Ȧ�Ӵ���Ӧ�нϵ͵ı���ֲڶȡ���4 �����ӱں�Ӧ���ϳ���ѹҪ�ó���ѹ�ܷ��ͷ�ŵ���װ�㡣�����ܷ�Һ���ѹ��Ϊ80~100MPa�������ɴ�100MPa ���ϡ�
1-���ƽ�ͷ�塡2-O ��Ȧ��3-��Ȧ��4-̨�ӹ�
ͼ5 O ��Ȧ����ѹ�ܷ��ͷ
5�����鹤�տڳ���ѹ�ܷ�
������Һѹϵͳ�г����в��ٹ��տ������������������������ʽ���鹤�տ���࣬������ɺ�����¡����ʱ�����������һ���������Բ���Ҫ�ٲ���һ���Ƿ��֮���ֳ���Ҫ������ǰ�߲�ȡ���ӷ�¡������տ�d<10mm�����տ��������СԲ��ͷ���ٺ�������ͼ6a��ֱ�Ӻ���������빤�տס������տ�d≥10mm�����ʵ�����Щ��������̨��СԲ��(�ȹ��տ�С0.5mm)���빤�տף���ͼ6b ��ʾ�����������տɲ������ơ�������¡�������¡��µȣ���ͼ6c��6d ��ʾ��
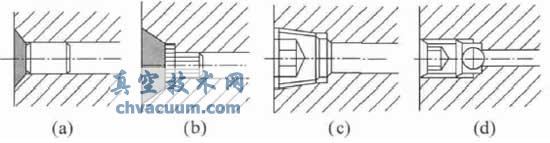
ͼ6 ���տĶ���
6������
��������ѹҺѹ������ʹ�ã��Ѹ����ǵ������빤�������ܶ�ķ����븣���������ó���ѹ�����и��Ӳ��ʵ�Һѹ�����������ʯ��Ҳ��������ʯ��������ˣ�����ѹ����������չ����������ʹ�ó���ѹҺѹ�豸�������࣬���ҳ���ѹҺѹ����װ��Ҳ��֮���ࡣ��Ӱ����������Ҫ����֮һ���dz���ѹҺѹ�ܷ���Ҫ����Ŭ�����������ơ�����ѹ�ܷ⣬�����Ǿ��ܷ�Ƕ��ܷ⼰���ܷ���������ޱ��ɲ��ա�Ŀǰֻ�������ڳ���ѹ�ܷ�ʵ����̽�����������ơ�������ѹҺѹ�ܷ�ɿ�����ȫ��Ҳ�ʹ������ˡ�














