截止阀阀座组件的设计
1、概述
随着截止阀使用材料特性的不断提高,结构不断改进,其使用寿命也不断地得到延长。但是在连续性生产系统中,由于截止阀阀座组件受流体介质的温度变化、压力变化、冲刷、磨损、颗粒物积存挤压和腐蚀而造成阀座组件点蚀、缺损、压痕和凹陷,进而产生结合面密封不严的内泄漏问题,成为影响截止阀使用寿命的原因之一。本文介绍几种维修方便并可更换阀座组件的截止阀。
2、问题分析
截止阀的阀座采用耐腐蚀、耐磨损的硬质合金材料镶嵌固定在阀体上( 图1) 。当阀座密封面出现轻微缺陷时,一般采用阀瓣和阀座密封面对研的方法消除缺陷。当阀座密封面出现较严重的缺陷时,因为维修成本高,只能报废整台阀门,即增加了生产成本,又造成了浪费。
3、可更换阀座
为了截止阀阀座方便的从阀体上拆卸和安装,设计了几种可更换的阀座组件。
3.1、螺纹式
螺纹式阀座是将合金材料加工的阀座环( 图2)过螺纹旋进阀体形成阀座。在阀座环上设有定位卡口,用于旋紧或拆卸阀座环。阀瓣和阀座环成对研磨,在使用中必须成对更换和安装。带螺纹的阀座环拆卸方便,定位可靠,但长期在高温、高压状态下使用时,容易出现螺纹处变形,对接合面的精度造成一定的影响,螺纹处也容易产生泄漏。螺纹式阀座的截止阀不能用于高温、高压工况。
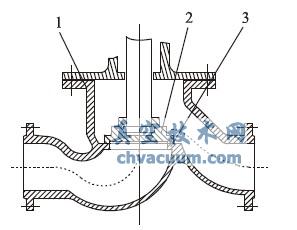
1. 阀体2. 阀瓣3. 阀座
图1 镶嵌固定式阀座的截止阀
3.2、弹簧顶压式
弹簧顶压式阀座是在截止阀的阀体腔内用弹簧组件,顶压固定一个合金材料制造的阀座环( 图3) 。阀座环的外圈、内圈和底面定位于阀体腔的凹槽中,外圈的上面利用弹簧弹力顶固、挤压在阀体上。只要弹簧的紧力合适,阀座环不会产生移位。当阀座环损坏后只需要成对更换阀座组件即可。另外,阀座需加工成凹槽形,阀座环和阀瓣成对配研,根据压力等级保障弹簧的预紧力。此结构是将阀座环用弹簧定位于阀体上的凹槽中,但是在拆卸和安装阀盖时,需要用专用工具定位弹簧,较麻烦。当阀门用在高温高压系统中,弹簧容易出现热蠕变而减小弹力,阀座环在阀腔内容易受介质温度及阀瓣挤压应力而变形,此阀不宜在高温高压的工况中使用。
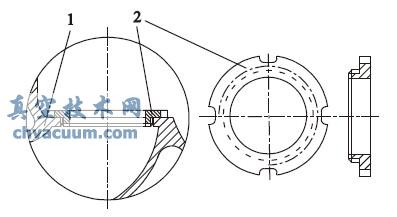
1. 阀体2. 阀座环
图2 螺纹式阀座环
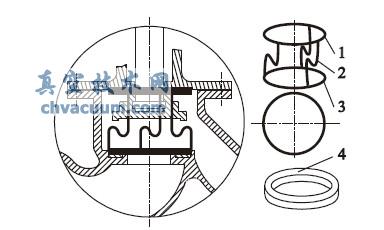
1. 上弹簧圈2. 弹簧3. 下弹簧圈4. 阀座环
图3 弹簧顶压式阀座环
3.3、环形定位圈式
环形定位圈式阀座是采用预紧力压紧一个带有流道口的环形定位圈将阀座环挤压定位,再将环形定位圈用螺栓或点焊形式固定在阀体内壁上(图4) 。当阀座环损坏后只需要将螺栓拆卸下来,或是用砂轮打磨环形定位圈上的焊点,将定位圈和下阀座同时取下来,成对更换阀座组件后,采用预紧力回装环形定位圈即可。此结构阀座环定位精度不高,环形定位圈流道位置会随着流体冲刷产生变形而减小预紧压力,所以只适用于一般工况条件下使用。
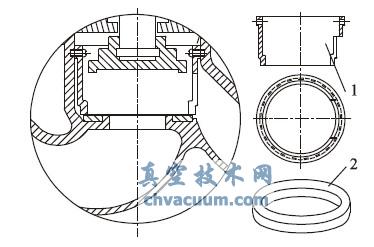
1. 环形定位圈2. 阀座环
图4 定位圈固定式阀座环
3.4、组合阀体式
阀体由上下两部分组成( 图5) ,阀座环挤压在上阀体和下阀体法兰间,利用阀体组合的螺栓力夹紧阀座环。当阀座环损坏需要更换时,只需拆卸法兰螺栓,松开法兰取下并更换、调整阀座环位置即可。下阀体和上阀体组合螺栓可以采用非通孔或双头螺柱。阀座环的下平面和下阀体接触面积要符合受力条件。此结构适用性广,但是从结构上增加了泄漏点,即泄漏的可能性。
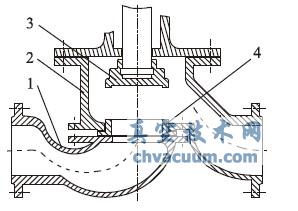
1. 下阀体2. 上阀体3. 阀瓣4. 阀座环
图5 组合阀体式
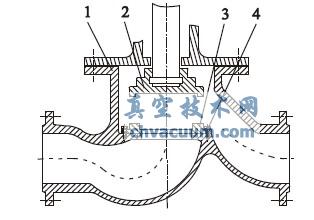
1. 阀体2. 阀瓣3. 阀座环4. 定位螺栓
图6 螺栓定位式阀座环
3.5、螺栓定位式
将阀座环上加工出螺栓孔,用螺栓将阀座环固定在阀体上( 图6) 。当阀座环出现严重缺陷时,可方便的更换阀座环和阀瓣。为防止螺栓脱落,螺栓须进行防松处理,或用耐高温和耐腐蚀的金属丝连结起来。螺栓可以采用沉头螺钉,也可以是内六角螺栓。流体介质的温度和压力变化会对螺栓的锁紧力造成一定的影响,此类截止阀适用于小参数介质和正常工况下使用。
4、结语
截止阀阀体与阀座环的分离,实现了截止阀密封组件成对更换和有效定位,提高了截止阀的使用寿命,降低了截止阀的制造成本。
参考文献
〔1〕陆培文. 实用阀门设计手册〔M〕. 北京: 机械工业出版社,2006.
〔2〕濮良贵,纪名刚. 机械设计手册〔M〕. 北京: 高等教育出版社,2002.