T形钠截止阀阀体的加工
1、概述
T形钠截止阀是核安全2、3级阀门,安装在CEFR的钠辅助系统的管道上,在220℃以上的工作温度下,对管道中液态金属钠进行输送和截断的控制。其使用的要求决定了对阀体内腔表面粗糙度及精度的加工关键性。
2、阀体结构及工艺分析
阀体组件由法兰、阀体及支撑等组焊成一体(图1),结构形状比较复杂。3种零件的材料均为316(表1) 。按材料及形状的要求采用锻件毛坯,其中阀体由于表面粗糙度的特殊要求采用模锻成形,阀体法兰及阀体支撑采用普通锻造成形。由于锻造的阀体毛坯只能保证零件外轮廓的形成,其内腔的密封面、斜孔及内表面(大部分为旋转表面)必须经过机械加工形成,并保证光滑连接。因此,阀体内腔的加工是保证质量的关键。
表1 316固溶处理后的机械性能MPa

3、阀体加工
3.1、分析
根据阀体结构及工艺分析确定工艺流程为锻造→固溶处理→检验(化学成分、机械性能、探伤)→机加工→焊接(堆焊密封面) →回火处理→机加工→探伤(密封面、焊接坡口) →焊接(结构焊) →机加工→探伤(结构焊) →机加工→钳工→检验。
阀体的密封面是90°锥面, 堆焊Stellite, 其硬度≥45HRC, 密封面堆焊前对阀体进行了粗加工,堆焊后对阀体进行了去应力处理, 为达到密封面粗糙度Ra=0.4μm 的要求, 工艺上先进行粗加工和精加工, 再采用专用工装对密封面精研, 以保证密封面粗糙度完全符合设计图样要求。
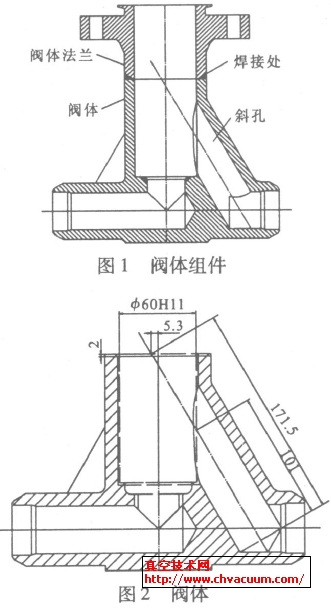
阀体中腔内孔与右端通道有一与中腔夹角30且与外形平行的斜孔(图2) , 该孔需在阀体与法兰组焊前经机械加工形成, 这一加工尺寸精度及位置精度采用常用的机械加工方法很难达到要求。为达到这一加工精度, 需阀体中腔粗加工并提高中腔内孔尺寸精度, 并以此孔做定位基准采用专用的斜孔钻模完成斜孔的粗加工及精加工, 才能达到设计图样要求。
3.2、斜孔加工
在阀体零件的粗加工中,阀体中腔加工为工艺内孔直径60H11,深度按密封面的上端面留余量1mm加工。斜孔的加工用镗床完成, 斜孔的深度在钻头接触至中腔内孔为基准, 计算走刀距离, 先用钻头钻削, 再用专用的镗刀杆及刀具镗削,完成精加工。为保证钻头钻孔的准确位置, 设计了斜孔钻模(图3),斜孔钻模与阀体的定位采用阀体零件的工艺内孔直径60H11,同时斜孔钻模的孔中心与阀体零件的端面余量及钻模定位平面至斜孔钻模上端面的距离有关。
3.3、焊接
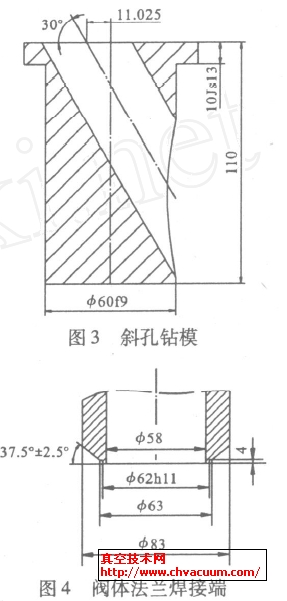
法兰与阀体焊接前粗加工的尺寸(图4) 与焊接性能及焊后对焊缝的射线探伤均有关。法兰粗加工内孔留余量5mm,法兰总高度留余量7mm(上端面留余量3mm,下端焊接坡口处留余量4mm),并加工出工艺凸止口直径62h11,高度4mm,焊接坡口37.5°,从直径63mm处车出。阀体上端内孔加工出工艺凹止口直径62H11、深度2mm,组焊后, 阀体部件内孔车至直径62mm,进行射线探伤检验。
阀体零件的粗加工部位有阀体两端、内腔密封面堆焊基面、斜孔和阀体与法兰焊接处等。阀体组件焊接时, 先堆焊密封面再进行阀体与法兰及支撑的组焊, 经半精加工、探伤检验合格后进行精加工。阀体部件的精加工主要用于加工内腔各部, 通过精加工保证内腔各部的尺寸公差及表面粗糙度的要求, 其中斜孔的表面粗糙度及密封面的表面粗糙度可采用钳工研磨的方法达到要求。
4、结语
合理的机械加工工艺及工装, 解决了T形钠截止阀阀体中高精度斜孔加工及组件焊接前加工余量问题, 为钠阀门的生产创造了条件。