球面磨削方式和球面磨削机床探讨
对球阀球面磨削机床的几种磨削方式与磨削原理进行了研讨,在对比了几种磨削方式的优、缺点之后,介绍了一种新型的磨削方式即新型的球面磨削机床。
随着社会的发展,石油、化工、钢铁、煤粉和天然气输送、核电站等行业对高精度、硬球面、硬密封球阀的需求越来越大,对球阀行业和球阀维修行业提出了越来越高的要求。这类球阀其球面为硬质合金喷焊或者超声波合金焊接,其硬度达到63HRC左右,密封座面也为硬接触,不再是橡胶接触软密封,其密封压力要求40MPa,软密封是远远达不到的。这类球阀的球面必须磨削加工,其圆度要求非常高,加之表面硬度极高,采用传统的车削加研磨的加工方式,已经不能达到阀门的要求。目前国内该行业几个大的球阀厂球面磨削这道工序大多是用进口机床在加工球阀球面。
1、砂盘磨削方式———范成法磨削球面
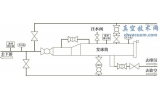
图1a为一台进口机床,图1b为其磨削原理。
这种磨削方式的磨削原理为范成原理。磨头为碗状砂盘,多只砂条镶嵌在砂盘上;碗状砂盘扣盖在待磨削的球面上,每块砂条都接触待磨削的表面;磨削时,砂盘绕磨头主轴轴心线高速转动,球体绕其工件心轴的轴心线低速转动,随着磨头即砂盘的工进,最后范成磨削出整个球面。这种磨削方式砂盘的口径必须≥待磨削的球面宽度,否则球面不能完全磨出。目前国内多家厂家也按照这个原理研制出来了此种形式的球面磨床。
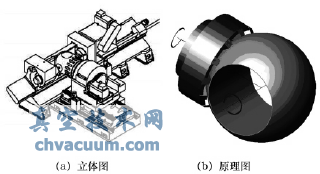
图1 进口机床及其原理图
其优点为参与磨削的砂条多,生产率高。其缺陷是球的规格若有变化,砂盘就需要变化,所以一台机床需要配备较多的砂盘,砂盘制造费用较高,故只适合大批量生产球形零件的场合,小批量生产时很不经济而很少使用。
2、砂轮磨削方式———展成法磨削球面
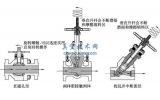
目前国内有的厂家使用的是另一种简便的磨球方法。其磨削原理见图2。
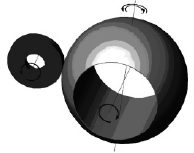
图2 展成法磨削球面原理
这种磨削方式的磨削原理为展成原理。其与球面车床车削球面的原理一样,磨具为平型砂轮,砂轮的外圆面与工件待磨削的表面接触; 磨削时,砂轮绕其磨头主轴轴心线高速旋转,工件绕其心轴轴心线单方向低速转动,同时绕其另一垂直的球心线来回往复的低速转动,当转动到球面的一侧时,受其控制机构控制,又转回到另一侧,周而复始地来回水平转动并伴随着磨头即砂轮的工进,展成磨削出球面。
其优点: 磨削不同规格的球体,不用更换砂轮,一个规格的砂轮可以磨削任何规格尺寸的工件,磨具的投资省。其缺陷: 参与磨削的砂轮与工件为线接触,且只有一条线,所以磨削效率很低,不适合于球体的批量化、规模化生产,仅仅适合于球阀的修配行业。
3、一种新型的球面磨削方式———组合法磨削
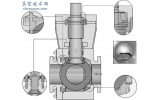
其磨削原理见图3。
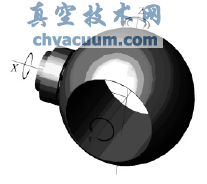
图3 组合法磨削原理
这种方法为前面两种方法的有机组合,结合了两者的优点,摒弃了两者的缺陷,主要创新点在于:
磨具为碗状砂盘,砂盘上安装有多块砂条,各砂条与磨削面都接触; 这个砂盘的有效磨削口径≤球形工件的球面宽度; 工作时,砂盘绕其轴心线即X轴高速转动; 球形工件绕其水平球心线即Y轴低速转动; 当球形工件的磨削球面宽度> 砂盘的磨削口径时,球形工件将围绕着垂直球心线即Z轴左右往复转动。当砂盘处于球面的一侧时,机床的控制机构控制球形工件即向另一侧水平转动,转到球体的另一侧再转回,周而复始地来回水平转动并伴随着砂盘的工进,即可磨削出标准的球面。
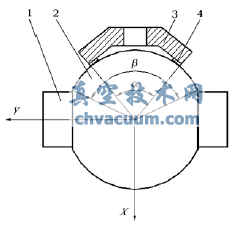
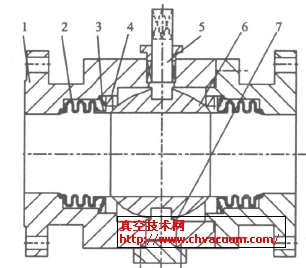
1-心轴;2-工件;3-砂盘;4-砂条
图4 组合法不同磨削直径的不同
参照图4,简要说明不同磨削直径时的磨削关系。当球形工件2的球面宽度大于砂盘3的有效磨削直径时,球形工件2绕机床Z轴往复转动的旋转角度等于球形工件的待磨削角度β减去砂盘包角α,即球形工件旋转角度=β-α。当工件2的球面宽度等于砂盘3的有效磨削直径(即β=α)时,球形工件不再围绕着机床Z轴旋转,直接采用范成法原理就能加工出所需要的球形。
这种磨削方式的机床如图5所示: 砂盘安装在磨头正前方,磨削时,受磨头电动机带动,高速地绕X轴转动,各砂条与球体均匀接触,对球体实施磨削加工;磨头安装在机床床身滑鞍上,滑鞍受伺服电动机- 滚珠丝杠驱动,带动磨头沿X轴向快进和工进;头、尾架安装在工作台上,工作台下有一纵向驱动机构,可驱动工作台沿Y向左右移动,安装工件时用以移动工件使其球心与磨头主轴轴心延长线重合,调整好球心位置后,工作台上的固定机构将移动部件固定; 头架上的电机与减速装置驱动心轴及工件绕Y轴低速转动; 工作台下有一转台机构,可带动工作台和头、尾架以及工件一起绕Z轴往复转动。整机由数控装置驱动,为数控三轴两联动,砂盘的X轴进给和工件绕Z轴的转动需要联动; 安装工件时工作台沿Y轴的移动因为移动要求高,也需要数控。
这种磨削方式的特点: 参与磨削的砂条多,生产率高; 磨削不同规格的球体,不用更换砂轮,一种规格的砂盘可以磨削多种规格尺寸的工件,通用性好。在安装球形工件时,水平移动工作台使工件的球心与磨头轴心线重合,磨削时范成原理保证了球形工件的圆度要求。
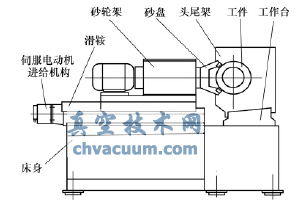
图5 组合磨削式机床
4、结语
新型球面磨削机床的主要特点是:
(1)采用数控系统实现多轴数控并数轴联动; 滑鞍采用伺服电动机- 滚珠丝杠,直线导轨驱动,进给精度达到微米级。
(2)磨头电动机采用变频电动机拖动,砂轮转速可根据球体的大小以及砂轮磨损后直径的大小而变化,使其磨削速度恒定。
(3)头架转动采用伺服电动机或者变频电动机带减速机直接拖动,球体绕轴线的转动无窜动,并可以无级变速。
(4)工作台的纵向驱动机构采用大惯量步进电动机配高精度减速机拖动,可驱动工作台沿Y向左右移动,以找正球心安装位置; 工作台的回转采用伺服电动机配高精度减速机拖动,转动平稳无爬行; 工作台转动装置采用新型的消隙机构,提高换向平稳性; 采用贴塑导轨和静压导轨技术,提高球体水平回转精度。
(5)外观上采用整体防护,贴近现代机床造型。
这种组合磨削方式的球面磨削机床机械工业第三设计研究院已经申请了发明专利,专利名称为《新型球面磨削机床及其磨削方法》,专利号为:ZL201110250547.3。目前机械工业第三设计研究院已着手研制该机。