阀门与管道焊接坡口处缺陷原因分析
分析了低温不锈钢截止阀与管道对焊连接后,焊缝靠近阀门侧的热影响区和母材区域出现缺陷的原因,探讨了铸件射线探伤标准对缺陷评定的影响。
1、概述
在对某地液化天然气(LNG)接收站项目进行管道安装监检时发现,从国外进口的一批低温不锈钢截止阀与管道对焊连接后,焊缝靠近阀门侧的热影响区和母材区域经射线检测,有大量的条形和圆形缺陷。本文就缺陷产生的原因,进行分析。
2、问题的提出
液化天然气接收站工程中使用的低温不锈钢管道材料为304L,输送介质为液化天然气,设计压力为1.85MPa。项目中规定的主要阀门设计和制造标准为ASME B16.25、ASME B16.34和BS 1873钢制截止阀和止回阀(法兰和对焊端)等。根据资料审核和现场查看,该批从国外进口的阀门为低温不锈钢截止阀,规格型号为6in1(150mm)-150Lb和8in1(200mm)-150Lb,材料为CF8,总数量为73台。在确认阀门和管道材料均为合格产品后,对阀门和管材进行了组对焊接,并对焊接接头进行100%X射线检测(RT),按照JB/T 4730.2-2005标准,评定级别II级,结果有约30%底片中的有效评定区域内,阀门侧的热影响区和母材区域存在大量的条形和圆形超标缺陷,而管道一侧及焊缝熔合区的缺陷符合标准范围(图1)。
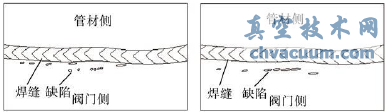
图1 焊缝检测结果
3、原因分析
从阀门供应商提供的射线检测报告分析,阀门部件是按ASME B16.34(参考ASTM E-446)进行评定的,该批阀门的铸件(阀体、阀盖)质量合格。在排除因焊接产生缺陷的原因后,对阀门铸钢件所采用的无损检验标准进行了分析。
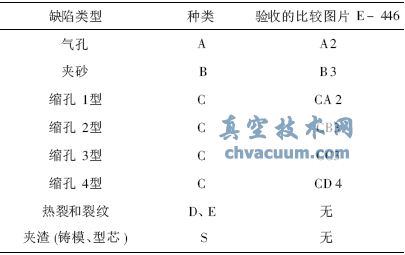
目前阀门铸钢件RT标准有许多种(表1)。而ASMEB16.34-2004(参考ASTM E-446)采用的是比较图片法,标准中对各类缺陷有各种图片,用户通过将RT底片与标准片比较,进行缺陷定级。对焊接坡口,无等级规定,也采用铸件评级标准。如果按表1对阀门焊接坡口部位进行验收,则各类缺陷的等级为2~4级。根据现场施工的经验,一般焊接式的铸钢阀门其坡口处如按照ASMEB16.34-2004进行RT检验,控制等级为1~2级才能满足管道施焊的要求。
表1 缺陷判断
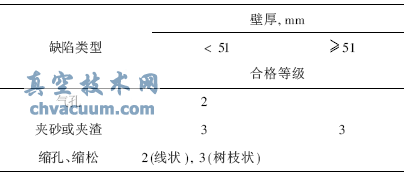
目前国内阀门铸件的标准为GB/T 12230-2005和JB/T 7248-1994。其中引用的无损探伤标准为GB/T 5677和JB/T 6440-1992。JB/T 6440中规定,铸钢件不允许有裂纹及内冷铁、泥芯撑未熔合缺陷存在。铸钢件RT合格等级应不低于表2规定。该标准中还规定,对于与管道焊接连接的阀门,即焊接坡口的验收等级,应提高一级或根据供需双方协议执行。供需双方有协议时,铸钢件的RT等级按协议执行。
表2 合格等级
4、处理
分析表明,由于选用标准体系的不同,造成对焊接缺陷的评定出现较大的差异。因此该批阀门焊接坡口处如果按ASME B16.34-2004进行RT检测,适用的控制等级应定为1级~2级。如果按JB/T 6440标准进行RT检测,适用的等级为气孔1级、夹砂或夹渣2级、线状缩孔缩松1级及树枝状缩孔缩松2级。
根据实际情况对该批进口阀门进行现场返修或退货。由供应商进行补焊。补焊后重新进行RT检测,达到评定标准的予以接收。补焊只允许进行一次。
5、结语
由于API 600、API 6D和BS 1873等阀门设计、制造标准对阀门焊接坡口的RT检验等级无特殊规定,在采购订货时,尤其是从国外进口时,必须在采购合同中明确相关的无损探伤方法、部位、标准、验收等级等技术条件。还应控制铸钢阀门端口20mm范围内缺陷的尺寸。满足焊接后焊缝射线检测标准的要求。同时建议对进口阀门制订完整的验收规范和标准。