高压氧气管路用不锈钢截止阀
介绍了一种新型高压大通径不锈钢氧气截止阀的结构特点、主要技术参数、材料选用和试验,进行了截止阀的流场仿真计算分析。
1、概述
用于高压氧气的管路与阀门具有特殊的技术要求,如防静电、阀门流道和内表面的形状、材料选择、密封面设计、阀瓣和阀杆的防转结构等都要求较高。目前研制的高压大通径氧气截止阀基本都选用蒙乃尔合金材料,价格昂贵。本文介绍了一种按照GB16912-2008和IGCDOC13/02/E所规定的各种条款设计的新型高压大通径不锈氧气截止阀。
2、主要技术指标
公称通径 DN250
公称压力 15MPa
工作介质 99.5%氧气
工作温度 -10~50℃
结构型式 角式
最大工作压力 12MPa
实际最大工作流量 27.5kg/s
3、结构
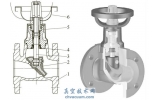
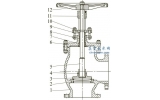
研制的DN250、900磅级氧气截止阀(图1)为气动驱动。当气缸活塞上端通气下端排气时阀门处于关闭状态,依靠阀瓣和阀座密封面的压紧变形将介质封闭在入口。当活塞上端排气下端通气时阀门打开,阀瓣的行程通过上密封限位来保证。在支架上预留两个窗口,可以随时对填料进行压紧。套筒和阀座的密封采用金属缠绕垫密封。
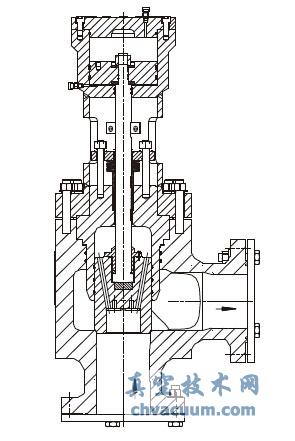
图1 氧气截止阀
3.1、阀盖
阀盖结构有上装式、下装式和自紧式等。上装式和下装式阀盖受介质压力较大,通常使用在公称压力不超过26MPa的阀门。上装式阀盖适用于直通式、角式和直流式等结构的阀门,下装式阀盖在高压情况下通常只使用在角式阀门中。下装式阀盖较容易解决阀座与阀体的固定问题,方便阀座的安装、维修和更换。自紧式阀盖结构通常使用在高压情况,一般不小于26MPa磅级。但自紧式阀盖结构对零件的加工精度和装配技术有较高的要求。考虑到采用平衡式结构,并且氧阀有低压使用工况,所以阀盖采用上装式结构。
3.2、阀座
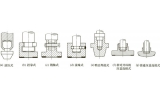
高压截止阀密封副选用金属密封。常用的金属密封结构有平面密封、锥面密封和线密封。平面密封的工艺性好,阀瓣导向要求不高。锥面密封和线密封的阀瓣则需要精密定位导向。由于截止阀的套筒可以为阀瓣提供很好的导向,阀座选用锥面密封,密封面半锥角为30°。为了提高阀座的密封性和寿命,需要对阀瓣和阀座的密封面进行堆焊和研磨。因堆焊时要进行焊前预热和焊后热处理,故将阀座与阀体设计为分体式。先在阀座上堆焊后,再将阀座焊接到阀体上(图2)。

图2 氧气截止阀阀座结构
3.3、阀瓣和阀杆防转
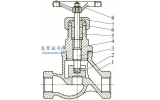
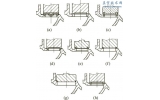
阀杆防转采用两个防转夹板和一个键与阀杆通过螺钉紧固,在一个防转夹板上伸出防转螺栓杆与阀体支架的导向槽配合(图3),确保阀杆只能进行上下移动,不会发上旋转。阀瓣和阀杆通过锁紧螺母连接,锁紧螺母和阀瓣之间通过安装一个螺钉实现防松。阀瓣中有一个通过电火花加工的孔,孔中安装了一个圆柱销,与阀杆头部铣出的一个槽进行配合,该结构可以防止阀瓣与阀杆之间发生相对旋转(图4)。
3.4、阀杆密封
阀杆密封采用填料结构。根据标准,填料选用6层增强聚四氟乙烯V形填料。阀杆填料密封可能会因为温度变化、填料蠕变、磨损和挤出等原因出现填料松弛现象,维护不及时可能会引发泄漏事故。氧气截止阀的阀杆密封结构中,采用带碟形弹簧加载的活载压紧结构(图5),碟形弹簧可以使填料保持相对恒定的压紧力,避免填料密封出现松弛或过压现象,提高填料使用寿命,延长维护周期。
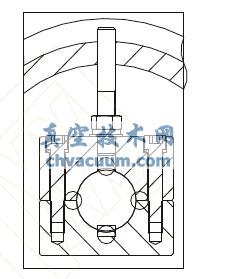
图3 阀杆防转
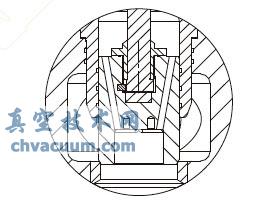
图4 阀瓣防转
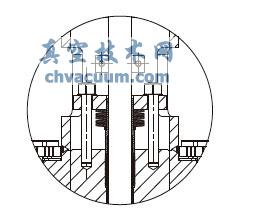
图5 阀杆密封
3.5、上密封
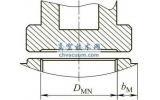
上密封是阀门全开时,阻止介质向填料函处渗漏的一种密封结构,通常采用锥形密封或球面密封。上密封阀座通常设在阀盖或阀体上,上密封阀瓣通常设在阀杆上。为了降低成本,将上密封阀瓣设在锁紧螺母上,阀瓣压盖与阀瓣通过O形圈实现端面密封,但此结构中阀瓣压盖与阀杆存在一定的间隙,上密封阀瓣的导向较差,不宜采用锥形密封,故采用球形密封(图6)。上密封阀座在阀盖上直接加工,考虑到密封力较大,采用120°锥面,阀瓣压盖加工成球面。
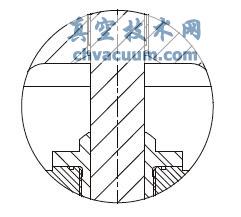
图6 上密封
3.6、防静电设计
根据GB16912-2008,氧气(包括液氧)设备、管道、阀门的法兰连接和螺纹连接处,应采用金属导线跨接,其跨接电阻应小于0.03Ω。因此真空技术网(http://www.chvacuum.com/)认为阀门设计时在其法兰连接处预留金属导线接口(螺钉压接),方便阀门、管路系统连接后法兰之间的导线跨接。
4、材料选择
氧气阀门中,与氧气接触零件的选材是设计的关键,特别是高压氧气阀。设计中根据GB16912-2008、IGCDOC13/02/E和GB10877-89等标准,并兼顾经济性考虑进行选材。
4.1、金属材料
根据氧气用角式截止阀工作压力12MPa,气体流速小于4.5m/s的实际工况条件,阀体和阀盖选用304材料。阀杆和套筒选用沉淀硬化不锈钢05Cr17Ni14Cu4Nb,阀座选用不锈钢304[6],在阀座密封面堆焊司太立合金。
4.2、非金属材料
氧气介质阀中的非金属材料主要为各种非金属密封件。如阀瓣和套筒的动密封、套筒与阀体间的密封和阀杆密封等。阀杆密封采用柔性石墨材料或聚四氟乙烯,阀瓣和套筒的动密封采用阻燃性较好的氟橡胶O形圈或PTFE包覆O形圈。导向筒与阀体之间的密封选用金属缠绕垫,而阀体和套筒、阀座与阀体间的冗余密封选用氟橡胶O形圈。
5、清洗和试验
氧气截止阀的清洗脱脂按HGJ202-1982进行。装配前,金属零件用四氯化碳或氟里昂清洗,非金属零件用四氯化碳清洗,并吹干。采用紫外线(波长为320~380nm,光源为聚光,光密度至少在30cm长度上达到5.0mW/cm2)检测脱脂件表面。脱脂合格的零件用洁净无油白布或气相防锈膜等包装好,以防二次污染。在装配中,橡胶O形圈润滑脂选用抗化学介质润滑脂7804。施工人员应穿戴干净,工作服上无油污,保持双手或手套干净无油脂。装配环境洁净无油,地面不起尘,相对湿度小于75%。
试验时先进行液压强度试验,然后分解阀门,并按要求清洗零件,再装配进行密封性试验,试验介质为高纯氮(99.99%)。阀门试验合格后,需再次进行脱脂处理和检测,合格后包装出厂。
6、流场计算
以入口压力为12MPa,流量为27.5kg/s,使用介质为氧气,进行截止阀流场仿真计算(图7)。阀体的流道内大部分区域流速小于4.5m/s。只在环形腔与出口流道的交汇处最大流速为5.2m/s。经过分析,其原因可能是环形腔与出口流道的过渡不够光滑。设计时可在该处增加过渡段,加工时也需对该处进行打磨处理。
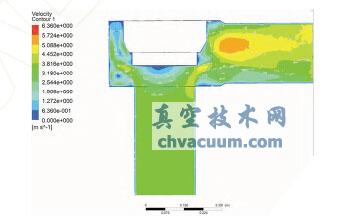
图7 角式氧阀速度分布
7、结语
新型高压氧气管路用截止阀,在结构设计和主体材料的选用上符合相关规范。阀门组装时严格按照要求进行脱脂、禁油和相关的检验,性能良好。阀门成本低,易于控制,可满足工况条件的要求。