截止阀盘根泄漏起火原因分析
某企业的新建6 000 kt/a常减压装置开工时,加热炉入炉原料线控制阀(截止阀)盘根泄漏起火,导致装置停工。对该截止阀解体分析,发现阀杆轴与密封座孔配合间隙不当。针对该装置同类的截止阀进行了结构改造,实现了装置的顺利开工。
截止阀在开闭过程中密封面的摩察力比闸阀小,耐磨,密封性好,密封面间摩察力小,寿命较长,开启高度小,结构简单,制造和维修比较方便,工作行程小,启闭时间短,常应用于控制阀的副线阀门。
2012年10月6日,某炼油厂6 000 kt/a常减压开工过程中,仪表校验常压炉入炉原料线控制阀FV-4008B,介质切换为副线,关闭控制阀前后阀门,打开副线截止阀。当仪表校验控制阀完成后,介质切换为原流程,开启控制阀前后阀门,关闭副线阀门,在关闭副线阀的过程中,原料油从盘根处漏出起火,经真空技术网(http://www.chvacuum.com/)各方努力,将火扑灭。切断进料,更换事故阀门,对该截止阀进行了解体分析。
1、泄漏的阀门
1.1、阀门技术参数见表1
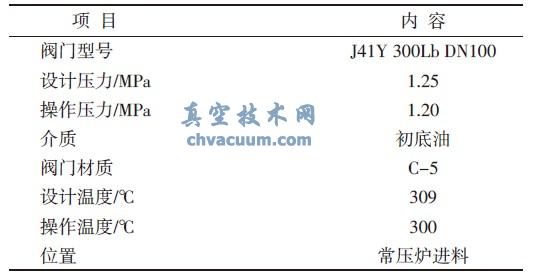
表1 阀门的技术参数
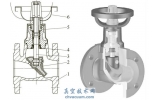
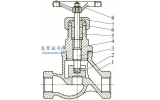
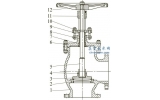
1.2、阀门结构见图1
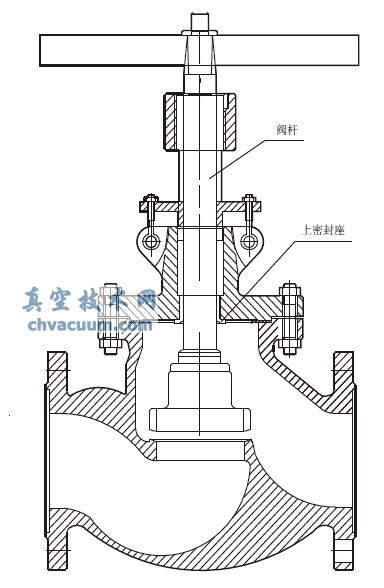
图1 阀门结构
2、泄漏原因分析
2.1、阀门解体检查情况
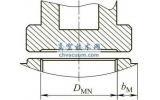
起火事故发生后,对阀门进行了解体检查,阀门解体后发现阀门上密封座大部分已经旋出(密封座是螺纹连接),盘根失去了密封预紧力,盘根被介质冲刷走,阀杆失去密封保护,介质泄漏,发生火灾,迫使装置停工,经过测量,密封座孔与阀杆的配合间隙为0.28 mm,标准间隙应该为0.365~0.575 mm,见图2。

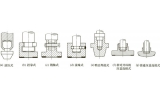
图2 解体后阀门结构
2.2、盘根泄漏的原因
通过阀门解体后检查,认为主要是阀杆与上密封座的间隙过小,小于标准间隙,标准间隙是0.365~0.575 mm,而发生事故阀门的间隙仅仅为
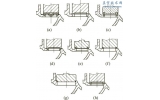
0.28 mm。高温状态下阀杆与上密封座热胀粘死,因上密封座是正向螺纹,阀门开启过程中螺纹向上紧方向旋转,螺纹越来越紧,密封性能加强,所以开阀过程中盘根不会泄漏。在阀门关闭过程中,螺纹向松开方向旋转,因上密封座与阀盖没有焊接,上密封座同阀杆一同向下移动,阀杆与上密封面脱离阀座,间隙越来越大,阀门盘根预紧力下降,达不到密封介质的要求,并且盘根被介质冲刷掉,阀门失去了密封,介质发生泄漏,发生着火事故,阀门盘根泄漏部位见图3。
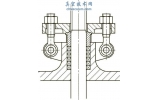
图3 阀门盘根泄漏部位
3、改进措施
(1)事故发生后,对相同型号的阀门进行了测量,阀杆与上密封座间隙为0.30~0.40 mm,对8个库存阀门的上密封座进行了加工,扩大了内孔孔径,间隙为0.65~0.70 mm,并将上密封座与阀盖进行了焊接,避免关阀时上密封座旋出,现场安装并投入使用。对更换下来的7个阀门由厂家更换了上密封座,更换后经测量上密封座与阀杆间隙为0.58~0.70 mm,试压合格作为备用。
(2)开关截止阀门时,用力平稳,不可冲击,当阀门全开时,将手轮倒转少许,使螺纹之间严禁,以免松动损伤。
(3)加强填料后期维护保养,在巡检时要查看在填料函处有无泄漏,检查中发现的问题要及时做技术性处理,阀杆一定要保持清洁,需加注润滑油的填料,填料压盖及螺栓的保养也十分关键,有的腐蚀性介质对其也有损害,对每次控制阀大修,密封填料均必须更换,压盖及螺栓视情况而定[4]。
(4)填料不能超期使用,使用周期要控制在小于其工作周期,这样可以做到心中有数,以避免不可预料的情况发生。
4、结束语
对8个阀门进行了结构改造后,经过6个月的运行,阀门情况运行良好,证明阀门改造是成功的。该阀门改造为装置顺利投产节省了大量的时间,同时也提升了设备技术人员对阀门结构的进一步认识,为设备的后续管理提供了经验。