超临界机组主蒸汽气动疏水截止阀的分析与选型
分析了600MW超临界机组中,主蒸汽疏水系统用气动疏水截止阀出现内漏的原因,介绍了既能保证充分疏水,又能避免运行过程中内漏的小阀瓣气动疏水截止阀的结构、设计和选型。
1、概述
国内电厂超临界600MW机组中,主蒸汽疏水系统由于压力和温度高,疏水阀的前后压差大,气动疏水阀多选用截止阀。但由于气动截止阀在实际的使用中,经过几次开关后容易出现阀门关闭不到位导致的内漏或阀瓣部位直接出现内漏,造成机组运行期间高能蒸汽的浪费。
2、系统配置
目前,国内超临界机组高温蒸汽系统疏水管路布置主要采用手动疏水截止阀+气动疏水截止阀+疏水节流孔的形式(图1)。手动疏水截止阀的作用主要是便于在气动疏水截止阀出现问题后可以进行有效隔离,疏水节流孔的主要作用是在疏水阀打开时减小阀门前后压差,减轻疏水对阀瓣部位的冲刷。疏水节流孔的孔径一般约为阀瓣通径的1/2,即节流孔面积相当于阀瓣面积的1/4。疏水系统设置节流孔既能满足正常疏水能力要求,又能在疏水时降低阀门前后压差,降低阀瓣部位的汽水两相流冲刷。
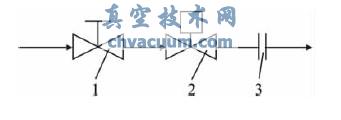
1.手动截止阀2.气动截止阀3.疏水节流孔
图1 疏水系统布置方式

图2 阀瓣部位的冲刷沟痕
3、常见问题
在实际运行中,疏水截止阀经过一段时间的使用后,阀门虽然关闭,但阀门后的温度仍然很高,接近于主蒸汽温度。在拆解检查时发现,阀瓣密封部位出现明显的沟状冲刷痕迹,密封面不能完好密封(图2)。由于疏水截止阀阀瓣组件检修处理时无法更换或重新加工,在阀门内漏后只能采取更换的措施。而现场实际使用的手动疏水截止阀虽然经过开关操作,极少出现内漏现象,且在手动疏水截止阀关闭后可以做到完好的隔离。经过分析,气动疏水截止阀内漏与关断压力不足和关断刚度不足等原因有关。
4、原因分析
4.1、通流面积
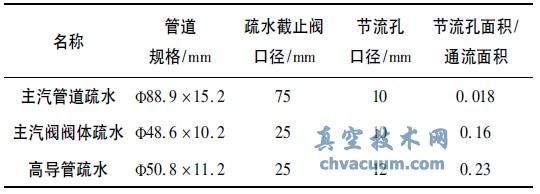
在600MW超临界机组中,高温蒸汽疏水管路的布置方式存在疏水截止阀后的节流孔面积与阀门通流面积差别大的问题(表1)。
表1 疏水系统通流面积
4.2、气动执行机构
疏水系统阀门主要采用弹簧气动薄膜执行机构,该机构价格低,可靠性高,但压紧力和刚度较小,容易导致疏水截止阀出现因关断力矩小阀瓣关闭不严产生的内漏现象。
5、设计
为了在标准的气动执行配置下阀瓣能获得更大的压紧力,疏水截止阀设计时的实际通径选用公称通径的0.7~0.8(通流面积的0.49~0.64倍)倍。
5.1、执行机构输出力
有弹簧的气动薄膜执行机构输出力F为

式中F———执行机构输出力,N;Ac———执行机构有效面积,mm2;pF———输入压缩空气压力,MPa;P———信号压力,MPa;Pi———弹簧的启动压力,MPa;Pr———弹簧作用于薄膜上的压力变化范围,MPa;l———阀门的位移量,mm;L———弹簧的全行程变形量,mm。
根据式(1)分析,如需增加执行机构的输出力F,就需要增加pF或增大有效面积Ac。但在实际的使用中,为减少生产成本,经常采用提高pF的方法增加F。但由于薄膜的耐压能力有限,pF的增加也受到一定的限制。
5.2、阀瓣密封面压紧力
阀瓣密封面部位的压紧力越大则阀门的关闭越严密,压紧力越小则阀门的关闭严密性受外界影响时越容易出现泄漏。气动疏水截止阀整体作用于阀瓣密封面的压紧力F'为
F'=F-Ft-Ff–Fw(2)
式中F'———阀瓣密封面的压紧力,N;Ft———作用在阀瓣上的不平衡力,N;Ft———阀杆所受的填料摩擦力,N;Fw———阀瓣各部件的质量,N。
由于Ft和Fw受到设计和安装条件的限制,无法进行调整,因此提高F',需要提高F和减小Ft。以DN25主蒸汽阀门为例,计算疏水截止阀工作时的反作用力(表2)。分析表2中数据,Ft占反作用力总和的83%,因此在实际设计计算中主要考虑减小阀瓣前后压差所产生的反作用力Ft是最有效的方法。
表2 疏水截止阀工作时的反作用力

5.3、选型
在高压蒸汽系统疏水截止阀门的选型上,按照较小阀瓣通径的设计原则,即阀门的实际通径取公称通径的0.7~0.8倍,可以将阀瓣前后压差产生的反作用力Ft降低至原设计的0.49~0.64倍,阀瓣的压紧力得到明显的提高。以常规的超临界主蒸汽疏水截止阀为例,一般设计气动执行机构的裕度为30%,不改变执行机构的情况下,阀门通径更改为原设计的0.7~0.8倍,则阀瓣的压紧力为原设计密封面压紧力的1.67~2.16倍(表3)。因此将阀门的通径减小,提高了阀门的性能。①可以满足设计疏水流量的要求。②阀瓣压紧力提高,阀门的关闭严密性得到提高。③由于阀瓣压紧力增加,阀门关闭后的刚度得到提高。④由于阀门阀瓣较小,阀瓣组件可以采取硬质合金整体堆焊加工,避免表面堆焊带来的后续工艺流程,减少加工成本。
表3 改变阀瓣设计尺寸阀瓣压紧力的变化

6、结语
在发电厂高压蒸汽系统中,由于采用疏水截止阀+节流孔的设计方式,阀门可以选用较小的阀瓣通径,建议选取公称通径的0.7~0.8倍(大于疏水节流孔直径),既满足实际使用的疏水量要求,又提高阀瓣密封面的压紧力和整体气动疏水截止阀的关闭刚度,避免气源压力不稳定或较小时造成的阀门内漏。







