核级不锈钢截止阀锈蚀原因分析及工艺改进
分析了核级不锈钢截止阀密封面产生锈蚀的原因,论述了模拟工况下试样的锈蚀机理,介绍了改进工艺避免密封面锈蚀的方法。
1、概述
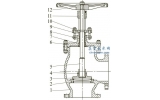
截止阀以其密封面机械磨损小,方便维护等特性,广泛应用在核电站管线系统中。但某核电站的核级不锈钢截止阀在堆焊的密封面部位出现了明显锈蚀( 其他核电站也相继出现同类锈蚀问题) ,真空技术网(http://www.chvacuum.com/)认为影响了阀门的质量。
2、核级不锈钢截止阀密封面产生锈蚀的原因分析
针对核级不锈钢截止阀堆焊密封面锈蚀问题,主要从3 个方面进行原因分析。①分析阀体和密封面部位的化学成分,确定其是否发生了不利转变。②分析打磨用钢刷的化学成分,确定打磨用钢刷是否对不锈钢密封面造成了污染。③分析过程工艺( 焊接工艺、打磨工艺等) 对阀门的影响。
2.1、阀体和密封面材料
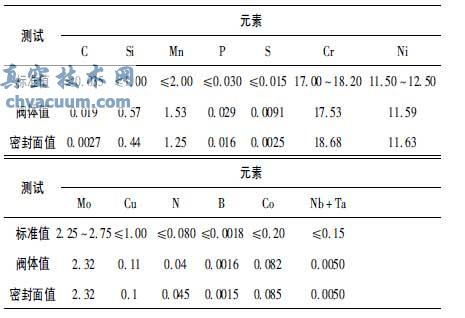
选用DN15 不锈钢截止阀( Z2CND18 - 12NS) ,采用光谱仪和取末化验的方法对阀体和密封面材料化学成分进行检测( 表1) 。测试结果表明,阀体和密封面部位的化学成分满足RCC - M M3301 的要求,化学成分未发生不利转变。
表1 阀体和密封面部位化学成分 Wt%
2.2、打磨用钢刷
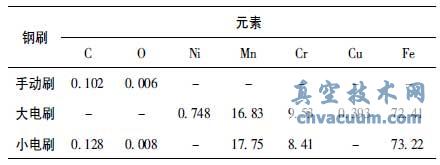
采用光谱仪和取末化验的方法对打磨用钢刷的化学成分进行分析( 表2) ,分析结果表明,钢刷材料为Fe-Cr-Mn 系奥氏体和马氏体双相不锈钢。采用不锈钢刷打磨不锈钢阀门,符合RCC - M 标准的要求,且在同类阀门的生产中也采用了同种材质的不锈钢刷手工打磨,未出现密封面部位锈蚀问题。化学成分分析显示不锈钢刷Mn 含量高,Mn 元素能够提高材料的耐磨性。
表2 钢刷化学成分 Wt%
2.3、工艺过程
(1) 焊接工艺
核级不锈钢截止阀密封面部位的堆焊经过了焊接工艺评定,且焊接工艺评定报告符合RCC - M 标准的要求。密封面部位金相检验结果( 图1) 表明,熔焊区金相组织良好,热影响区基本为奥氏体,熔焊区为冷却形成的典型的柱状晶,表明密封面的熔焊工艺正常,焊接后的金相合格,因此真空技术网(http://www.chvacuum.com/)认为排除了焊接工艺对密封面质量的影响。

图1 密封面部位熔焊区金相组织× 100
(2) 打磨工艺
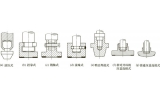
①对阀门微观形貌和化学成分的影响选择阀体基体分别经过手动刷打磨、电动刷打磨、砂轮打磨后的试样进行扫描电镜分析和化学成分分析(图2,表3) 。分析结果表明手动打磨的表面较平整,电动刷打磨的表面次之,砂轮打磨的表面最粗糙。
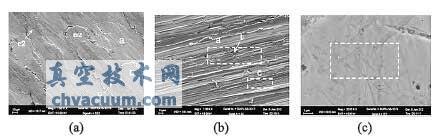
(a) 电动刷打磨(b) 砂轮打磨(c) 手动刷打磨
注: 字母标注的位置和白线区为检测化学成分区。
图2 不同打磨工艺处理过的阀门基体表面微观形貌
通过与表1 中阀体的化学成分对比分析,砂轮打磨和手动打磨后的试样表面化学成分与基体材料化学成分基本相同,而电动刷打磨后的试样表面Mn含量明显增高。通过与表2 中钢刷的化学成分对比分析,电动刷打磨后的试样表面浮凸物的Mn 含量与电动钢刷的化学成分接近。表明高速运转的电刷打磨破坏了材料表面的钝化膜,并使钢刷的微小碎屑部分嵌镶粘合在打磨表面。
表3 不同打磨工艺处理的阀门基体化学成分 Wt%
②对阀门基体腐蚀的影响
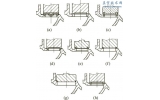
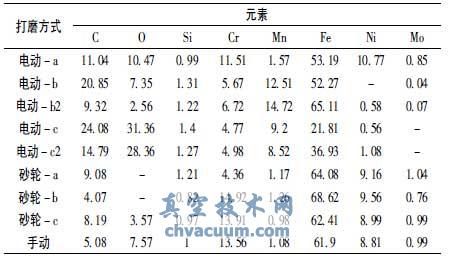
根据核电现场核级不锈钢截止阀的实际工作环境,选择Na2S04 + NaCl 腐蚀液模拟大气腐蚀工况。选择经过手动刷打磨、电动刷打磨、砂轮打磨和电动刷打磨后喷丸4 种打磨工艺处理后的试样模拟阀门基体。在Na2S04 + NaCl 溶液中浸泡72h,模拟大气腐蚀试验( 图3) 。腐蚀结果表明,电刷打磨的阀门基体试样出现了锈蚀斑,其余打磨工艺处理的试样均无锈蚀斑。可见电刷打磨工艺是不锈钢截止阀密封密封面锈蚀产生的主要原因之一。
(a) 手动刷打磨(b) 电刷打磨(c) 砂轮打磨(d) 电刷喷丸
图3 不同打磨工艺处理的阀体试样经模拟大气腐蚀后的宏观形貌
③对密封面区域的影响
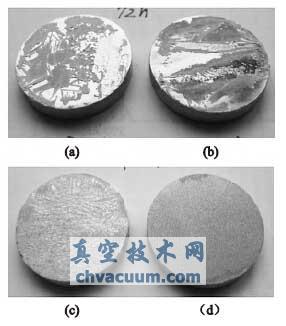
密封面的原始表面、手动刷打磨、电动刷打磨和砂轮打磨3 种打磨工艺处理后的试样,在Na2S04 +NaCl 溶液中浸泡72h,模拟大气腐蚀试验(图4) 。腐蚀结果表明,电刷打磨的试样出现了锈蚀斑,其余打磨工艺处理的试样均无锈蚀斑,可见电刷打磨工艺是不锈钢截止阀密封面锈蚀产生的主要原因之一。
(a) 原始表面(b) 手动刷打磨(c) 电刷打磨(d) 砂轮打磨
图4 不同打磨工艺处理的密封面部位模拟大气腐蚀后的宏观形貌
2.4、分析
通过对阀体和密封面的化学成分分析,可知阀体和密封面部位的化学成分未发生不利转变。通过对打磨用钢刷的化学成分分析,可知钢刷为Fe-Cr-Mn 系奥氏体和马氏体双相不锈钢,该钢刷未对不锈钢截止阀造成污染。通过对工艺过程的分析,排除了焊接工艺对密封面质量的影响。电刷打磨的试样出现了锈蚀斑,而其他打磨工艺处理的试样,包括电刷打磨后喷丸的试样均未出现锈蚀斑,可见电刷打磨工艺是不锈钢截止阀密封面锈蚀产生的主要原因。电刷打磨破坏了钝化膜,并使钢刷的微小碎屑部分转移,嵌镶粘合在打磨表面,影响了阀门基体的再钝化,在沿海核电站潮湿的环境下,钢刷碎屑与阀门基体相互作用产生锈蚀。
3、核级不锈钢截止阀工艺改进及试验验证
针对核级不锈钢截止阀密封面锈蚀问题改进了打磨工艺,密封面收弧处及焊缝表面用120#砂纸或60#布轮打磨。打磨时注意表面的平滑过渡,不允许出现较明显的磨削痕迹,同时打磨使用过的砂纸、软布( 同一块可使用不同部位) 不可重复使用。砂纸打磨必须戴手套,避免手与产品直接接触,防止对产品造成污染。打磨后经过酸洗钝化、清洗,目视检查密封面表面是否仍存有残留的焊接氧化变色层和缺陷,如果发现表面存在这两种情况,须采用60#砂布对其进行打磨清理直至去除,目视检验合格。采用新打磨工艺处理的阀门经过在Na2S04 + NaCl 溶液中浸泡72h 的模拟大气腐蚀试验,未出现锈蚀,且采取新工艺后,核电站用核级不锈钢截止阀未发现锈蚀现象。
4、结语
随着核电工业的迅速发展,各阀门制造企业也在积极探索如何改进工艺,提高工作效率,但在积极探索改进工艺的同时,也应该加强工艺试验与评定,避免所使用的工艺对核电现场设备质量产生影响。