阀门密封面钴基合金堆焊工艺
介绍了阀门密封面常用材料堆焊钴基合金( 焊丝) 的化学成分、牌号类别和熔敷金属层常有的缺陷。论述了手工钨极氩弧焊( GTAW) 的工艺验证方法。总结DN300 奥氏体不锈钢三偏心蝶阀密封面堆焊钴基合金的质量控制。
1、概述
钴基合金具有良好的高温性能、耐疲劳、耐腐蚀、耐磨损、耐冲蚀和耐擦伤。因此,钴基合金常用来堆焊用于工况环境比较苛刻的阀门密封面。钴基合金堆焊过程中,熔敷金属层通常产生微裂纹或冷裂纹、与母材剥离或脱落、化学成分偏析及硬度不均匀等缺陷。为了保证DN300 奥氏体不锈钢三偏心蝶阀阀体密封面堆焊Stellite 6,熔敷金属厚度≥2mm,硬度值≥38 HRC 的设计要求,进行了奥氏体不锈钢母材上堆焊钴基合金的工艺验证。
2、工艺验证
2.1、材料
钴基合金( 也称为钴铬钨合金,AWS 中称之为stellite) 根据不同化学成分对应着不同的牌号和不同的硬度( 表1) 。AWS A5. 21 中,钴基合金堆焊焊丝的型号有ERCoCr - A 和ERCoCr - B 等。国产的钴基合金焊丝有HS111 和HS112 等。选用直径为Φ4. 0mm 的HS 111 钴基合金焊丝和F304 母材( 25mm × 180mm × 180mm,试件表面粗糙度≥Ra12. 5μm) 做工艺验证。
表1 堆焊用焊丝、填充丝的化学成分( Wt,%) 及硬度

表2 F304 的化学成分( Wt,%) 和力学性能

2.2、堆焊方法
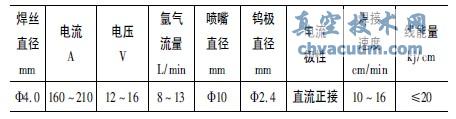
堆焊采用非熔化极手工钨极氩弧焊( GTAW) ,钨极材料为铈钨极,焊机为逆变式带有起始电流增递和衰减装置的手工钨极氩弧焊机( 表3) 。
表3 堆焊工艺参数
通过车、铣将试板加工至25mm × 180mm ×180mm,试板表面粗糙度为Ra12. 5μm,无尖角和毛刺等。机加后的试板按相关要求进行液体渗透检测和验收。将验收合格的试板堆焊表面用丙酮清洗,确保堆焊区域无水珠、氧化物和油污等影响堆焊质量的杂质,随即将试板放入热处理炉中均匀预热至250 ~ 350℃,保温30 ~ 60min 后取出,立即进行堆焊。堆焊用HS111 焊丝放置在焊丝盒中,若焊丝上有油脂等杂物,必须用丙酮擦拭干净。现场配备清污工具。堆焊前检查手工钨极氩弧焊设备、高频引弧、保护气、冷却水等控制系统是否正常。堆焊环境相对湿度< 90%,风速< 2m/s,氩气的纯度为99. 99%。
堆焊时,试样水平放置,喷嘴与工件保持75°夹角,填充焊丝与工件夹角15°,钨极尖端与工件表面距离约为钨极直径的1. 5 倍( 图1) 。堆焊时采用小电流、短弧焊、快速、多层多道左向焊法,弧长应保持不变,钨极摆动幅度不应大于钨极直径的3 倍。多层道堆焊时,层、道间温度不能低于250℃,各层间焊接交替处应错开,接引处应保证焊透和熔合,焊道两侧边缘衔接处应平缓过渡,不可过厚,避免造成道间熔合不良,形成未焊透、未熔合、夹渣、气孔等缺陷( 图2) 。堆焊过程中,随时检查堆焊质量和操作质量,如有裂纹、未焊透、未熔合、夹渣、气孔等缺陷时,应及时处理和清除。
堆焊后的试板经外观检验合格后立即进行热处理。热处理温度为860 ~ 900℃,保温2h,随炉缓冷。试板冷却至室温后,对焊缝及热影响区按相关要求进行外观检测和液体渗透检测。
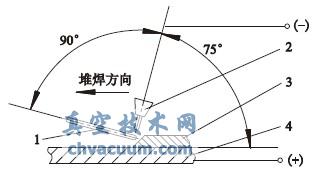
1. 焊丝2. 钨极3. 堆焊金属4. 工件
图1 试样堆焊
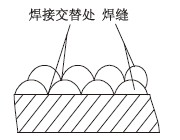
图2 堆焊方法
2.3、试样检测
试样的熔敷金属外观检验和液体渗透检测合格后,通过机械加工的方式将熔敷金属厚度加工至2mm,表面粗糙度为Ra0. 8μm( 图3) 。采用GS1000直读光谱仪检测试样表面化学成分( 表4) ,在室温为15. 2℃,相对湿度为38% 的环境中,进行硬度值检测,共测定10 个点,每个点之间的间距均为10mm( 表5) ,其满足HS111 的要求。
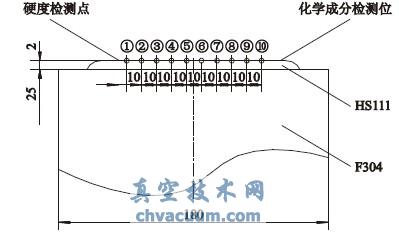
图3 试样检测
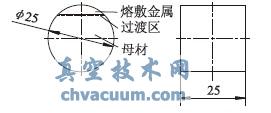
图4 圆柱体试样
表4 堆焊金属表面化学成分检测结果( Wt,%)

表5 堆焊金属表面硬度测定值

在垂直于熔敷金属、热影响区和母材的横截面上制取两个Φ25mm 的圆柱体试样,试样的横截面上必须有熔敷金属、过渡区和母材( 图4) 。按相关要求对试样的两个横截面进行打磨和抛光后采用基盐酸( 浓HNO3: 浓HCl = 1: 3 体积比) 溶液浸蚀,使熔敷金属、过渡区和母材呈现出清晰的界面,然后用5 倍放大镜目测观察横截面。横截面上的熔敷金属、过渡区和母材完全熔合,无裂纹、未熔合、未焊透、气孔和夹渣等缺陷,无其他线性缺陷,检测结果符合相关规定的要求。
3、产品堆焊
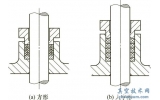
DN300 奥氏体不锈钢蝶阀阀体密封面是三偏心结构,类似一不规则的椭圆。为了确保堆焊质量,采用专用夹具使堆焊过程中阀体三偏心密封面始终处于水平位置( 图5) 。堆焊时按照工艺验证确定的值选取工艺参数,并根据实际工况调整焊接电流、焊接速度和转盘的转速,确保母材与熔敷金属之间及熔敷金属的各层、道之间熔合和焊透,无气孔和夹渣等缺陷。堆焊时沿密封面圆周方向逐层堆焊,不允许在同一方向多层次同时堆焊,以减少应力的集中。圆周上,熔敷金属厚度应均匀,不能有高、低不平的现象。

图5 阀体
4、结语
阀门密封面采用手工钨极氩弧焊堆焊钴基合金是一种可行的且较为理想的堆焊工艺。应严格执行相应的工艺文件,在焊接规范内尽量选择较小的焊接工艺参数,以降低熔敷金属的稀释率、热应力和组织应力。