奥贝球铁蜗轮在阀门电动装置上的应用
分析了热处理工艺中奥氏体化温度和时间、等温淬火温度和时间对奥贝球铁性能的影响。确定了阀门驱动装置用奥贝球铁材料蜗轮的生产工艺。通过装机试验验证,研制的奥贝球铁材料蜗轮满足使用性能要求,降低了生产成本。
1、概述
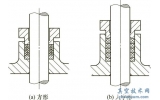
阀门电动装置( 阀门电动执行机构) 是一种过程控制系统常用的机电一体化的阀门驱动机构。通过操作电动装置控制阀门的介质流量和压力。阀门电动装置的主传动大多数采用蜗轮蜗杆传动,其优点是结构紧凑、传动平稳、噪音小和高传动比,易实现阀门电动装置的转矩控制。但是蜗轮蜗杆传动效率低,需采用贵重的减摩性有色金属制造,如铜合金ZCuAl9Fe4Ni4Mn2 等。铜合金的价格高,导致蜗轮的制造成本高,在小转距阀门电动装置中尤为突出。
2、材料分析
奥氏体等温淬火球墨铸铁( Austempered Ductile Iron———ADI) 是球墨铸铁经奥氏体化等温淬火处理后获得的一种新型球墨铸铁,也称其为奥贝球铁。与其他材料相比,ADI 具有更高的抗拉强度、疲劳强度、断裂韧度和耐磨性,而且加工尺寸更近于无余量,性价比很好。我国ADI 的应用主要集中在高强度和高硬度的耐磨零件上。而高强韧性的ADI 因其生产技术难度较高,应用较少。根据电动装置的技术标准、验收要求及生产现场的实际条件,经多次试制,掌握了高强度和高韧性ADI 蜗轮的生产工艺,实现了批量生产。
3、蜗轮的研制
等温淬火球墨铸铁蜗轮的生产过程由铸造和热处理两部分组成。铸造时需对球化情况进行严格控制,保证较高的球化率和石墨球数,并具有铁素体组织和较少碳化物; 热处理时要严格控制等温淬火温度和时间、奥氏体化温度和保温时间等工艺参数,从而使球铁得到适量的残余奥氏体,利用组织中存在的部分共析前铁素体提高塑韧性,适当降低屈服强度、弯曲疲劳强度和硬度,在满足电动装置蜗轮综合力学性能要求的前提下改善其力学性能,便于蜗轮的批量生产。
3.1、铸造工艺
选择优质低P、低S 的QlO 生铁( 表1) ,废钢使用普碳钢,球化剂选用钇基重稀土镁( ZY - 2,含有适量Ca、Ba 和Bi) 。孕育剂选用75SiFe—A 及特种孕育剂,添加适量的微量元素锑。组成合金的成分见表2。
表1 QlO 成分Wt%

表2 合金成分Wt%
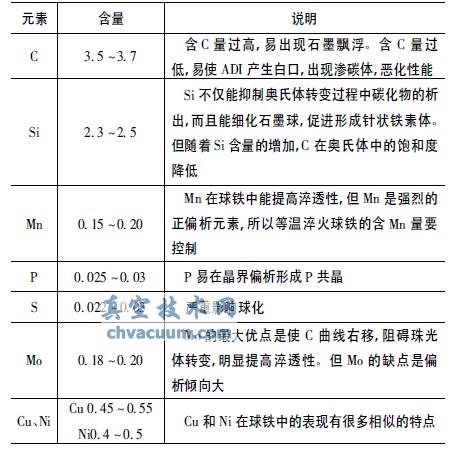
采用500kg 中频炉熔炼,炉前进行快速化学分析并调节化学成分,利用废旧电极增碳,球化处理前在铁水中加入铝和硅铁进行预处理,有效地脱氧、脱氮,提高石墨化能力,增加石墨形核的核心。以稀土镁合金为球化剂,75%硅铁为孕剂,保证蜗轮铸态毛坯的球化率为2 级,球径大小为6 ~ 7 级。
3.2、热处理工艺
热处理工艺对奥贝球铁蜗轮的最终组织及性能有极其重要的影响,其热处理工艺主要包括奥氏体化温度和保温时间、等温淬火温度和保温时间。在具体实施过程中,试验采用奥氏体化后,保温一段时间,然后空冷的方法,分析试样中组织的变化,进而确定奥氏体化温度为820 ~ 880℃( 表3) 。
奥氏体化温度既要考虑奥贝球铁零件的最终性能要求,又要考虑奥贝球铁零件的热处理生产效率。较高的奥氏体化温度有利于组织的转变和均匀化,缩短保温时间,也有利于提高奥贝球铁中稳定的残余奥氏体量,从而提高奥贝球铁的塑韧性。但过高的奥氏体化温度会粗化奥氏体晶粒度,最终使奥贝球铁的性能降低( 图1,图2) 。另外,奥氏体化温度还与球铁的化学成分有关,如对于含硅量较高的球铁件,则应适当提高奥氏体化加热温度〔4〕。
表3 热处理方案

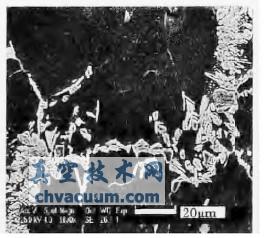
图1 奥氏化温度820℃
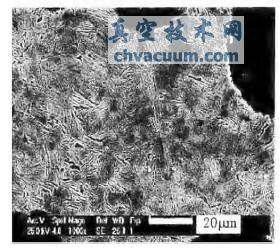
图2 奥氏化温度880℃
奥氏体化保温时间不仅与奥氏体化加热温度有关,而且与热处理设备、工件的大小、装炉量的多少以及零件的基体原始组织等有关。工件大,装炉量多,则奥氏体化保温时间应相对延长。
等温淬火温度越高残余奥氏体体积分数也越多。较高的等温淬火温度( 图3) 将会带来较低的抗拉强度和屈服强度,但会提高伸长率,较低的等温淬火温度( 图4) 可以得到较高的硬度和极限抗拉强度。等温淬火时间对力学性能的影响也较为明显,当其为30min 时( 图5) ,最终组织为少量马氏体、破碎状铁素体、针状铁素体和残余奥氏体。随着时间的延长( 图6) ,奥贝球铁强度、塑性、延伸率逐渐提高直至达到最大值,随之延伸率会迅速降低,而抗拉强度和硬度变化不大。
4.2、装机试验
将试制的合金奥贝球铁蜗轮分别装配到开关型和调节型阀门电动装置上,按DL/T 641 - 2005 中开关型和调节型电动装置的寿命试验要求进行整机命试验,考核奥贝球铁蜗轮副的寿命。当开关型电动装置寿命试验达到了10 000 次循环( 一开、一关为一次循环) 操作,调节型电动装置帯载运行200 000次操作后( 标准规定的寿命试验次数) ,阀门电动装置各项性能均良好。试验后拆卸检验,蜗轮齿面无裂纹和点饰等缺陷,齿面磨损量小,磨损均匀。
5、结语
铸造工艺和热处理工艺对电动装置用奥贝球铁蜗轮的力学性能影响较为显著,需要严格控制化学成分、球化孕育、合金化处理工艺,并合理制定等温淬火工艺。实践表明,奥贝球铁蜗轮材料可以代替铜合金用于电动装置蜗轮的生产。