阀门电动装置蜗杆副传动质量研究
针对阀门电动装置蜗杆副传动效率低的问题,分析了影响蜗轮蜗杆传动质量的主要原因,介绍了蜗轮齿面啮合区的特征,提出了利用最佳啮合图制造“人工油涵”、合理设计几何参数、正确使用润滑方式和科学选择蜗轮蜗杆的配对材料等方法提高阀门电动装置蜗杆副的传动质量。
一、前言
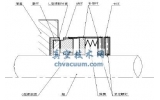
阀门电动装置的主传动机构一般为齿轮类减速机构。蜗杆副因具备传动比大、承载能力强、结构紧凑、工作平稳及噪声较低等优点,在阀门电动装置上得到广泛应用。此外,当蜗杆螺旋角小于当量摩擦角时,蜗杆副具有自锁性,能实现对阀门的自锁功能。
与国际著名阀门电动装置厂家(如德国Auma、英国Rotork、美国Limitork等)相比,目前国内大多数厂家的设计和制造水平相对落后,阀门电动装置中的蜗杆副传动质量相对较差,同传动比情况下传动效率要低5%~15%,导致国内阀门电动装置的体积偏大、电动机功率偏高,严重影响了国内产品的市场竞争力。
二、研究与分析
1. 影响传动质量的原因
圆柱蜗杆传动质量的综合指标是承载能力(或使用寿命)和传动效率。蜗杆传动主要失效形式是油的温升过高及由此而引起的各种蜗轮表面失效。实践证明,影响油的温升过高的主要因素是共轭齿面间接触应力大小和摩擦因数的大小,而以摩擦因数大小起主导作用。此外,真空技术网(http://www.chvacuum.com/)认为蜗杆副的传动质量在一定程度上还受到载荷性质、材料配对、热处理、润滑油及润滑方式的影响。
2. 蜗轮齿面啮合区特征分析
蜗轮是蜗杆传动中的易损件,研究蜗轮啮合区域的啮合特征是非常必要的。根据蜗轮蜗杆啮合时接触位置分布情况,蜗轮齿面划分为如图1所示的4个区域:Ⅰ区为啮出侧区;Ⅱ区为中央区;Ⅲ区为啮入侧区;Ⅳ区为节线附近区。各啮合区的啮合特征见表1。
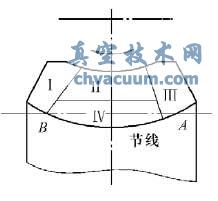
图1 啮合区域划分示意
表1 蜗轮啮合区啮合特性

三、提高传动质量的方法和途径
1. 最佳啮合图法
根据表1分析可知,Ⅰ、Ⅱ区啮合特性良好,设计和制造时应充分利用。为此,提出如下两种最佳啮合方式(见图2)。

图2 最佳啮合方式
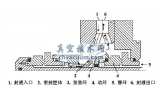
(1)最佳啮合方式a 此种方法的啮合区位于Ⅰ区偏齿顶处,占整个啮合区的25%~30%,特点是在Ⅱ、Ⅲ、Ⅳ形成“人工油涵”, 可避开“危险区”, 减少载荷集中。实现此方法有两种途径:
1)调整蜗轮轴向位置,当蜗杆副工作一段时间后,需要再调整;注意加载后,啮合斑点要向出口移动;入口侧形成油涵(见图3)。
图3 调整蜗轮法示意
2 ) 移动刀架位置,用对偶范成法加工蜗轮,再按图示方法移动刀具,将入口处金属多切去一块Δx=0.3~0.6mm,可使入口处形成“人工油涵”(见图4)。(续)
图4 移动刀架位置法示意
(2)最佳啮合方式b 此时啮合区位于蜗轮齿顶占整个啮合区的30%~40%, 特点是在Ⅰ、Ⅲ、Ⅳ形成“人工油涵”, 避开了大部分“危险区”和主要的点蚀“弱区”,动压润滑条件良好。
实现最佳啮合方式b的方法:通过修正齿形角(见图5)来实现。蜗杆齿形角为α ,滚刀齿形角为α 0,取α 0=α -Δα 0,这样可以把蜗轮齿根多切去一层金属,齿顶少切去一层金属以实现“最佳”啮合方式b。
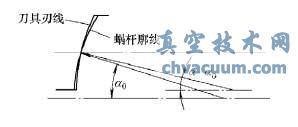
图5 修正齿形角示意
2. 合理设计几何参数
对圆柱蜗杆传动质量有明显影响的几何参数是变位系数和蜗杆头数。
(1)变位系数的选择 为了改善圆柱蜗杆传动的啮合特性及提高传动质量,动力蜗杆传动多采用径向变位。径向变位系数X2的选择要受蜗轮轮齿的根切和齿顶变尖因素限制。美国E.I.Radzimovsy等人,对齿轮传动的摩擦因数进行了研究,指出在“渐近”和“渐远”啮合部分的平均摩擦因数分别为f近=0.11,f远=0.05。如果使蜗杆啮合位置接近于蜗杆的根径(即负变位),将扩大“渐远啮合”的范围,缩短“渐近合”的范围,此时Ω角较大,也有利于油膜形成。
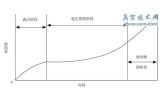
(2)合理选择蜗杆头数 当传动比、中心距给定时,改变蜗杆头数必然要改变蜗杆模数及蜗轮齿数。经分析蜗杆采用多头数、多齿数、大直径d1是良好的设计方案,特别对于圆弧齿蜗杆传动,更加明显(见图6)。
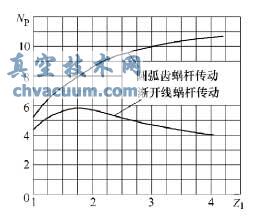
图6 两种形式螺杆传动曲线
3. 正确选择润滑方式
蜗杆蜗轮传动时滑动速度大、发热量高,易于发生磨粒磨损、胶合等失效形式,润滑方式对其传动质量影响较大。选用润滑方式时,可根据相对速度、中心距、工作条件、载荷性质及蜗杆副材料等进行选择,见表2。此外油池润滑时,采用蜗杆下置形式,油面可以在一个齿高到蜗杆中心线的范围内变化,速度高,油面应该低些,否则搅油损失增大。一般情况下,油量以大些为好,这可使供油量充足沉淀磨屑,冷却散热。
表2 根据相对速度选择润滑油

二、科学选择材料和工艺
1. 蜗轮、蜗杆的材料选择
蜗杆材料应选择硬度高、刚性好的材料,同时也要具有良好的切削和磨削工艺性能。蜗轮则要选择耐磨和减磨性能好的材料。蜗轮、蜗杆常用材料见表3。
表3 蜗轮、蜗杆常用配对材料

2. 蜗轮、蜗杆常用的热处理工艺
蜗轮材料多用软齿面,常用的热处理工艺有回火处理及时效处理。蜗杆热处理工艺要根据齿面硬度、表面粗糙度、变形大小的要求来选择,常用热处理工艺有调质、淬火,渗碳和渗氮处理等。热处理工件硬层的厚度及其分布十分重要,一般蜗杆顶部硬层可薄些,工作齿面硬层要厚些,另外要实现轮齿心部,具有良好的韧性。
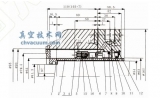
3. 应用实例
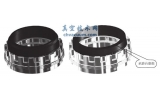
以扬州电力设备修造厂2SA3系列中某型号阀门电动装置为例。考虑阀门电动装置的工况特点和使用寿命需要,该产品的蜗杆副为Z K型,蜗杆变位系数为-0.32,蜗杆材料为45钢调质、齿面为渗碳处理,蜗轮采用ZCuAl9Fe4Ni4MN2。蜗杆齿面为高速磨床成形砂轮磨削,蜗轮为专用刀具滚齿加工。整机结构为闭式壳体安装,对称轴承支撑,采用壳牌H220稀油润滑。机械磨损寿命试验表明(见图7),开关型阀门电动装置寿命满足了10 000次开关循环(注:全行程一开一关为一次开关循环)、调节型阀门电动装置寿命满足了200 000次调节动作的行业标准要求。该蜗杆副的设计和制造工艺可靠地保证了阀门电动装置的使用工况和寿命要求。

图7 寿命试验后的蜗杆副