罗茨真空泵螺旋转子的CAD/CAM技术研究
提出一种在四轴数控加工中心上用展成法加工罗茨真空泵螺旋转子的方法。着重阐述某新型圆弧摆线型罗茨真空泵三叶螺旋转子型线曲线数学参数化模型的建立、三维实体参数化造型、数控铣削自动编程与加工的技术方法。考虑转子型面的型线特点,借用CAM软件,利用流线型加工方式,用平刀和球头刀进行加工,通过控制表面残留高度降低表面粗糙度,从而达到表面加工精度的要求。可以高效加工螺旋转子,在实际加工中,取得了较好的经济和社会效益。
在航空航天、大型动力、石油化工及其空气分离等设备中需要大抽气速率的真空泵组合机组。但目前国内外生产的部分机组在做地面模拟试验以及其他工作过程中存在巨大噪声,限制了该种类无油真空机组在上述行业中的应用。笔者针对上述问题开发了一种新型低噪声罗茨真空泵,该真空泵采用螺旋转子,新产品经测试取得了较好的降噪效果。
转子是罗茨真空泵的核心零/部件,其性能直接影响到罗茨真空泵的工作性能。转子按其头数可分为两叶转子、三叶转子和多叶转子,其中,由于加工的复杂性,多叶转子应用较少;按其形状可分为直叶转子与螺旋转子(又称扭叶转子)。两叶转子均为直叶,两叶以上转子有直叶和螺旋两种形状。常见的转子如图1所示。就工作性能而言,三叶优于两叶,螺旋优于直叶。但因加工条件的限制,在罗茨真空泵领域螺旋转子在实际中很少应用,笔者新开发的产品是第一次应用。
螺旋转子在其他小型泵中已有应用。目前在国外,考虑到技术保密和加工效率的因素,螺旋转子一般都采用成形铣刀来加工。但成形铣刀设计制造比较困难,且磨损后很难进行刀具补偿,一种型号的产品须配备一种型号的成形铣刀,不能满足单件小批量生产模式。在我国,由于进口成形刀的价格很高,而国产成形刀受精度和材料的限制,特别是罗茨真空泵转子体积和重量都比较大,使得螺旋转子加工变得十分困难,且制造成本很高。为此,笔者考虑在数控铣床上采用平底刀和球头刀代替成形刀加工转子。与成形刀相比,标准球头刀有良好的性价比。但是,数控铣床在用普通铣刀加工螺旋转子前,必须先求出加工轮廓轨迹线或进行CAD造型后才能自动生成数控代码。由于螺旋转子轮廓曲面复杂,致使三维实体精确造型和数控编程加工较为困难本文以某新型罗茨真空泵三叶螺旋转子为研究对象,探讨其三维数学建模及CAD/CAM技术。
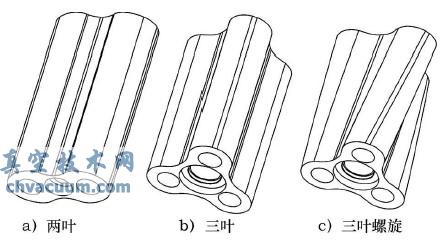
图1 常见的转子
1、转子型线分析
转子型线曲线一般由圆弧、渐开线和摆线组合而成。在螺旋转子精确实体造型前,首先要分析曲线形成原理,建立型面曲线方程。以圆弧摆线型转子为例,转子型面型线理论上由圆弧与共轭曲线组成,即由顶面为圆弧、根切线为摆线的曲线段组成,理论型线如图2所示。
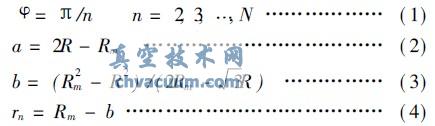
式中:U为转子理论型线峰顶角;n为转子叶数;R为转子节圆半径;Rm为转子理论型线顶面半径;a为转子理论型线之半;b为转子峰圆心O3至转子中心O2的距离;rn为转子理论型线峰半径。除U以外,只要给出两个参数,就能求出其他参数,但设计时,一般给出转子节圆半径R和转子理论型线顶面半径Rm。理论型线圆弧c1c2段方程为:
![]()
式中:x1、y1为圆弧c1c2上点的坐标。理论型线摆线(根切线)c2p段实际上是一条内摆线,可以通过该曲线的形成原理来求得曲线方程:

结语
三叶螺旋转子三维实体的精确建模和加工一直限制该类型罗茨真空泵的应用,笔者介绍的参数化三维建模方法很好地解决了罗茨真空泵螺旋转子三维实体精确建模问题,使利用展成法加工原理和球头铣刀在四轴铣削加工中心上加工螺旋转子成为可能。在新产品的实际调试生产中,该方法将复杂的问题简单化,同时也提高了加工精度,缩短了制造周期,取得了较好的经济和社会效益。此类螺旋转子相当于大模数、小齿数的螺旋齿轮,该加工方法也可以推广到此类齿轮加工中。