热处理之真空淬火的缺陷
真空淬火技术逐步普及,但同时也开始指出其存在的问题。
一是Cr、Mn等合金元素的蒸发,和从耐热夹具到工件由cr真空蒸敷产生的表面异状组织。对此采取的对策。就是要降低真空度,向炉内引入控制气体。
二是冷却能力不足的问题,对SKH51冲模,用5~6Bar的加压氮气冷却,对SKD6l压铸模,用20Bar超加压氮气冷却,就接近于解决。
三是淬火变形问题,真空淬火,淬火变形小是它的商品特点,但大家都知道这是个误识,尽管变形小,最近也正在倾向于改善为降低淬火变形的炉结构。
四是氧化着色问题,尽管工件实际上可以使用,但却降低了商品价值,增加从模具用户来的索赔。
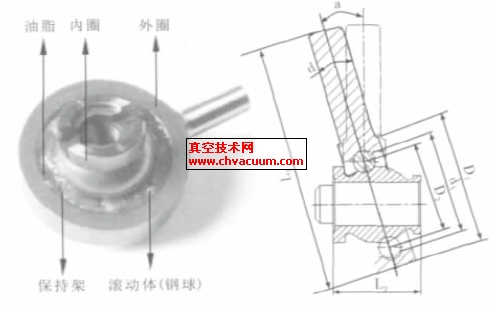
如今,有很多的热处理厂在使用真空淬火炉对轴承套圈进行热处理时,会产生工件的变形问题,合盛隆真空设备为大家就产品的变形问题做一个简单的分析,希望可以帮到大家。
首先是在使用真空淬火炉进行淬火处理前的问题,有可能是淬火之前的加工变形问题,轴承套圈的成形主要有以下的几种方式:
(1)冷轧轴承钢管、热轧轴承钢管经过球化退火后根据规格需要通过轧机,冷轧成相应规格的冷轧钢管,然后再车削成形,或者直接将冷轧成形钢管车削成形,这俩种方式加工的残留应力相对会比较大一些,会增加后续的热处理中的畸变量。
(2)冷锻的方式,冷锻是指钢材先经过球化退火,再进行冷锻或冷碾,最后再车削成形。这种方式也有可能造成工件在真空淬火炉中热处理前的变形。
(3)热锻的方式,热锻是指钢材先经球化退火,冷却后再车削成形。同样的可能会造成工件在真空热处理前的变形。
(4)热轧钢管是指将热轧钢管先进行球化退火,再车削成形的方式。
对于外径≤100mm的轴承套圈来说,目前多数采用冷碾工艺成形。这种工艺由于节能,可以有效的降低成本,所以被广泛的使用。但是这种工艺产生的应力也比较大,给最终的热处理也带来一定的难度。因此要求热处理工艺需要更加的精确,操作要更加的认真,同时对热处理的设备(选用合盛隆真空淬火炉即可达到要求)也要求更高,只有这样,我们才能够达到产品所要求的技术要求。