���ʽ����İڸ��������ȴ��������о�
�����ڸ�����Ǵ���綯���ߵ���Ҫ�������ڸ���������������̽�������������������������Ȧ����Ȧ���ȴ������գ��õ������������֯����Ʒ˳��ͨ�����ԣ�Ϊ˳�������ڸ�����ṩ�ɿ�������ָ����
���������׳Ƶ紸���ǹ㷺ʹ�õ�һ���������ߡ��紸���ɴ�����������������һ������������ѹ�������������ڿ���ѹ�����ڱ仯���������еĻ������������ͷ�Ķ�����ʹ��ͷ������ת�˶���ͬʱ�����ܵ�һ������ֱ����ͷ�����������˶�����ͬʱʵ�ִ��������ܣ��ڸ��������Ҫ�Ĵ���װ�ã��Դ����������ž��������á�
������ɷ�Ϊ���ߺ��������ַ�ʽ�����ʽ����ɴ�������ʽ����Ĺ�����Я�����㣬��ʱ��ؿɹ�ʹ�á�Ϊ�����µ�ʹ��Ҫ����2 kg�������������ij��ʽ���꣺����������֡��������—�����ȡ��������������������960 r/min���������4260 r/min���������3 J�����ֲ����ֱ��13 mm�����ðڸ���������㴸����������Ҫ��
1���ṹ���ӹ������̷���
1.1���ṹ����
�����ڸ������Ϊһ����������װ�ã�������ת�˶�ת��Ϊֱ���˶����䲿����ͼ��ͼ1 ��ʾ����Ȧͨ���������ֺ�����ͬ����ת�˶�����Ȧͨ��������ͷ�������ˣ�ͨ���ڸ�������ֽṹ���������������ת�˶�ת��Ϊ��ͷ������ֱ���˶���ʵ�ֵ紸�Ĵ�������������������˶����֣���Ȧ��������Ȧ�ڶ��������ڱ��ּܵ������������ڹ�����ת����������������Ҫ��Ʋ������1��
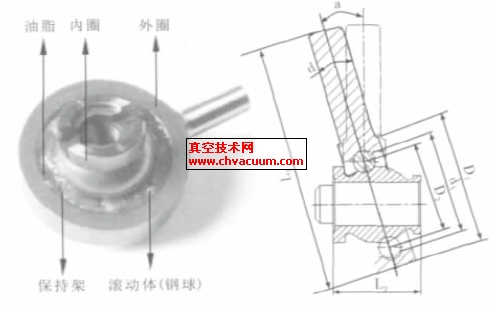
a) �ڸ�����ⲿ��״��(b)�ڸ���нṹʾ��ͼ
ͼ1���ڸ�����ⲿ��״�ͽṹʾ��ͼ
��������ʹ��Ҫ����Ȧ����ΪGCr15 ����ѧ�ɷּ���2 ����Ȧ����Ϊ20CrMnTi ����ѧ�ɷּ���3��
��1���ڸ���в�������Ҫ����
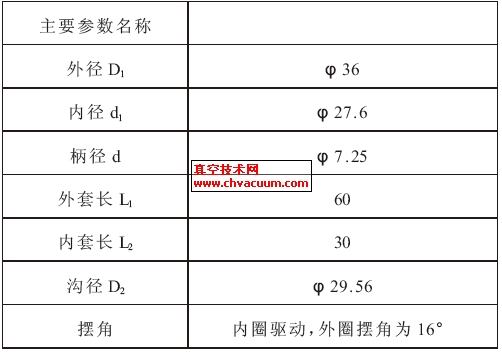
��2����Ȧ����Ȧ�Ļ�ѧ�ɷֱ���%��

1.2�� �ӹ������̷���
������Ȧ�ӹ��������̣����→�ֳ���Բ→����Բƽ�߶�→���ڿ�ƽ�ܸߵ���→���˵��ڽ�→���˳���Բ→��Բ��→�ڹ���→����¯�ȴ�����������Ҫ�Ļ���������¯�ȴ�������Ϊ����¯�dz���ʽ����¯���׳�����������̼�����ָĽ��ȴ�������Ϊ��մ��
������Ȧ���ӹ������̣��ȶͳ���→���ڿס�ƽ��→����������→�ڹ���→����ȴ���→�����й�������Ȧ���ȴ�������������أ���������ȴ�����Ϊ��Ҫ��
���������ڸ���е��������̣���Ȧ����Ȧ�ڷ�→ѹ�뱣�ּ�→�ߴ���→��ϴ→��������→���ܲ���→����֬→��Ʒ��⡣���гߴ�����Ҫ�Ǽ����϶���Ա�֤װ��λ�á�
2������ȴ�����������
2.1����Ȧ�ȴ������շ���
������Ȧ�ܵ������������������ã����ò���Ϊ��̼����иָ�GCr15������Ӳ��Ҫ��ϸ�Ϊ60~64HRC��Ϊ��ֹ��̼����������̼���ߴ���ε���������մ��ʹ��COFI ���ŵ���մ��¯����¯���¶Ⱦ����Կɵ�±5�棬������ն�Ϊ1×10- 6 Pa�� ����¶�1650�棬����¶�Ϊ840�棬������ȴ��ػ𣬹�������ͼ2��
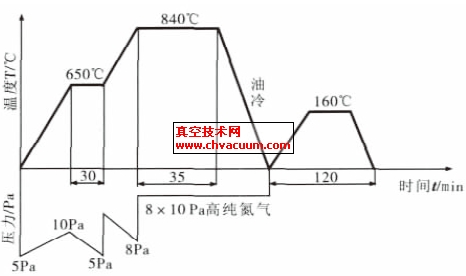
ͼ2����ȦGCr15 ��մ��������
2.2����Ȧ�ȴ������շ���
������Ȧ�ܵ����ڱ仯����غ�Ť�����ã��������ɰڸ�����ƻ�������֮һ�������˵�ߴ羫�ȸߣ����ƻ���ѡ�ò���20CrMnTi���ȴ�������Ϊ��ձ��������̼�������������������̼���зֽ⡢���պ���ɢ��������ɡ���̼�����Ҫ��Ϊ0.3 mm ���ң������Ҫ���ϸ���õ�����̼����̼����ȣ�����һ��ʽ��̼������̼������¯����һ������ͨ����鲢ά��ѹ��Ϊ4×104 Pa�������̼������ɢ�ڣ�����̼������߲�ʹ¯����ѹ��������ն�66.7 Pa���ڴ������¼�������һ��ʱ�䣬��ȴ��840���������ȴ���䴦������»ػ���190�棬�Խ�����Ӧ�������ƻ�е�������ܣ�Ϊĥ��������������̼������������ͼ3��
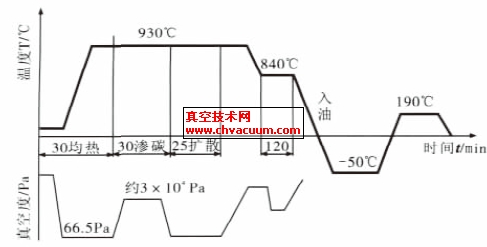
ͼ3����Ȧ20CrMnTi �����̼�����������
4������
�����ڸ������һ������Ĺ�����У����ܸ��غɽ���Ӧ������ת�ٵ������·��ۣ���ʧЧ��ʽͨ���ǽӴ�ƣ���ƻ���ĥ�����Ҫ��ڸ���о��и�Ӳ�ȡ�����ĥ�ԡ��ߵ�ƣ��ǿ�ȼ������ԡ���ǿ�Ⱥ����õijߴ��ȶ��ԣ���Ӧ��Ҫ������Ҫ�����Ȧ����Ȧ���ȴ������սϳ����ȶ����ر����������Ȧ��Ӧ����ע�⡣ͨ���ȴ������飬�ɵó����½��ۣ�
������1���ڸ���жԳߴ��ȶ���Ҫ��ϸߣ�Ϊ�˸Ľ����գ�ʹ�����¯�����ȴ�����
������2����Ȧ�Ǹ�̼�֣�����������մ������ʹ����и߶����ȵ�Ӳ�ȡ���ĥ�Ըߡ��Ӵ�ƣ�������ߵ��ص㣻
������3����Ȧ�ǺϽ���̼�֣��������������̼��ɵõ����ȵ���̼�㣬���������̼����ͬʱ���У�
������4������Ȧʹ����ͨ��̼������ڱ�����־��������㣬����Ӳ�Ƚ��ͣ�ʹ�������̼�������������������н��У�Ӳ�ȵõ���Ч��ߣ������Ӳ�ȿɴﵽ700+100HV3���ػ���ʺ����ֱ��װ��ʹ�ã�
������5����Ȧ����ȴ�����ʹ���������м��õĻ��ԣ�����������ѧ��Ӧ����������������ջ���̼�Ĺ��̡�
������6�����ʵ��ͽ��ٶ�Ҳ�����ڼ�С�����ı��Σ�һ����մ��ʱ��ѡ�õ��ٽ��輴�ɡ�
������7�� �����İڷŷ�ʽ������ȴ�������С����һ�ŵ㡣�������İڷŷ�ʽ��ͬ���������Ҳ��ͬ��ͬʱ�����İڷŷ�ʽ��Ӳ�Ⱦ�����Ҳ����ҪӰ�죬��������ȴ������Է��䷽ʽ���ȵģ��ڷŷ�ʽ�����Ʊ��ڵ����أ�����Ч����Ӱ�졣
�����
����[1] ��Ȫ�����ȴ�������400 �ʣ���е��ҵ������[M]��2003 ��10 ��.
����[2] �ֳ��棬�����ɿ������ȴ�������ѧ��ҵ������[M]��2006 ��7 ��.
����[3] ��־�Σ��ȴ�������������Ҫ��ͼ�⣬ɽ����ѧ���������磬2005 ��1 ��.











