卷绕式镀膜机张力控制的改进及Matlab仿真
卷绕式镀膜机传动系统有交流电机驱动方式和直流电机驱动方式两种,直流电动机由于转矩特性好、调速容易,在卷绕式镀膜机卷绕系统中应用广泛。在卷材张力值较小运行时,传动系统出现运行不稳定的现象。本文对引起不稳定的因素进行了分析,此原因为直流电动机电枢电流不连续。用Matlab对分析的结果进行了仿真。运行结果表明,串入续流电抗器后,卷绕系统运行稳定。
卷绕式镀膜机是在真空环境下在卷材上镀制铝、SiO2、氧化铟锡等的真空应用设备。由放卷辊放出的原膜经放侧导辊、张力检测辊、在中间辊上进行处理,经收侧导辊、张力检测辊,由收辊收卷。在设备工作过程中收卷卷径越来越大,放卷卷径越来越小,在卷材卷径变化时卷材张力的变化范围有严格的要求。张力控制的好坏同膜的跑偏量、暴筋的产生等密切相关。张力过小则引起膜的松弛,有可能将膜卷绕到其他辊子上;张力过大可能使膜断裂,或质量等级降低。因此张力控制的好坏直接关系到该机的正常使用。
1、原系统硬件组成
直流电机调速系统具有调速范围大、精度高、速度调节平滑等特性,在国外的卷绕式镀膜机设计中大多使用直流电机调速系统,国内某真空公司生产的卷绕式镀膜机系统也由直流电机调速系统组成,如图1 所示。张力传感器同张力控制器是张力控制中的最主要元器件,该系统选用了Montalvo(蒙特福)公司的张力控制器及张力传感器,是目前世界上比较先进的张力控制器。和张力控制器配套的传感器采用半导体应变电阻片原理检测卷材张力,输出信号具有线性好、响应速度快的特点。在低张力的情况下,也能提供很高的灵敏度。
在系统中电机的配置为:收、放卷电机为:Z2- 52 7.5KW 220 V/1500 rpm;测速电机:CYT4.5/5.5- 15 1500 rpm/55 V,中间辊电机为:Z2- 523 kW 220 V/750 rpm ;测速电机CYT4.5/5.5- 101000 rpm/55 V。其卷绕系统的指标为:跑膜速度V=(60~300 m)/min,张力连续可调,卷径最小为100 mm, 最大为650 mm, 卷径变化为(100~650) mm。
在设备工作过程中,放辊初始卷径为400 mm,调节张力给定,当收、放卷电机电流在2 A 以时,跑膜过程基本上能保证张力控制合适、收薄膜边缘齐整。当调节速度或张力给定,电机电流在2 A 以下时,跑膜基本上无法完成,电机速度亦不稳定。因此张力无法调小,致使无法加工张力要求很小的薄膜,如电容器膜。
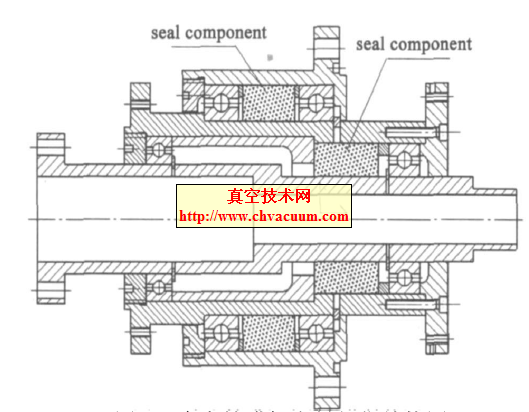
1.放卷辊2、6.导辊3、5.张力检测辊4.中间辊7.收卷辊8、9、10.直流电机11、12、13.直流电机调速器14、16 . 张力控制器15.速度给定17、18.张力给定
图1 卷绕系统示意图
2、原因分析
由参考文献Te=CtφIa,TL=Fr,TL=Te。分析知![]() ,当TL 较大时,Ia 大,当TL较小时,Ia 小,故当张力很小,卷径也为最小值时,Ia 很小。由由参考文献晶闸管可控电路主回路电流连续所需最小电感值为Lmin = Kf U2φ/Idminsinα (mH), 其中Kf 为系数: 单相全控电路取2.87,三相全控电路取0.693,U2φ 主电路相电压,α 为控制角。Idmin 的值按直流电动机拖动生产机械空载时的最小工作电流来确定。原晶闸管整流装置为单相全控整流电路没有串联电感,电机电流较大时电流是连续的,而电机电流减小时电流不连续,造成转矩脉动引起系统不稳定。
,当TL 较大时,Ia 大,当TL较小时,Ia 小,故当张力很小,卷径也为最小值时,Ia 很小。由由参考文献晶闸管可控电路主回路电流连续所需最小电感值为Lmin = Kf U2φ/Idminsinα (mH), 其中Kf 为系数: 单相全控电路取2.87,三相全控电路取0.693,U2φ 主电路相电压,α 为控制角。Idmin 的值按直流电动机拖动生产机械空载时的最小工作电流来确定。原晶闸管整流装置为单相全控整流电路没有串联电感,电机电流较大时电流是连续的,而电机电流减小时电流不连续,造成转矩脉动引起系统不稳定。
3、系统的改进及仿真
3.1、系统的改进
Z4 系列直流电动机是为静止整流电源供电而设计的电机系列,转动惯量小,具有较好的动态性能, 并能承受较高的负载变化率,特别适用于需要平滑调速、效率高、自动稳速、反应灵敏的控制系统。额定电压为160 V 的电动机,在单相桥式整流器供电的情况下,一般需带电抗器工作。额定电压440 V 的电动机,一般不需外接电抗器。由Lmin 的计算公式,α 相同时Lmin3 相Lmin 单相= 2.870.693 =4.1,因此将Z2 电机改成440V 供电的Z4 电机可以大大减小所需电感值,电机选择如下。其中收、放辊为Z4- 112/7.5kW/14800 r/440 V/20.6 A,Ra=2.17,La=24.1 mH,中间辊为:Z4- 112/3 kW/1010 r/440 V/9.1A,Ra=7.62,La=83 mH。