H13 钢的热处理工艺 - 回火工艺
2013-05-01 真空技术网 真空技术网整理
H13 钢的淬火组织是板条马氏体+未溶碳化物+残余奥氏体, 为了消除淬火应力和残余奥氏体, 并使马氏体韧化, 必须进行2~3 次高温回火。通常, 淬火后的模具温度在低于70℃时就应尽快回火, 这对尺寸较大、形状复杂的热作模具尤为重要。为了避免热作模回火时重新产生残余应力, 在回火加热和冷却时应缓慢进行。在1020℃淬火条件下, H13 钢回火温度的选择决定于模具的工作条件和硬度要求( 图3) 。
一般国内外热作模具钢H13 钢都采用540℃~650℃的高温回火, 以提高模具的韧性, 但高温回火易使热作模具发生热磨损从而失效。实践证明, H13 钢采用350℃左右的中低温回火后, 心部具有较好的强韧配合和热疲劳性能, 同时可不出现兰脆现象。残余奥氏体的存在可使材料在断裂时吸收更多的能量, 并改变裂纹扩展方向及裂纹尖端的应力和应变状态, 从而提高钢的韧性。
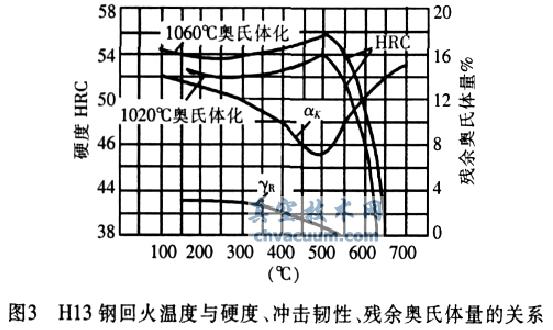
如图3所示, H13钢在425℃~520℃范围内回火, 在出现二次硬化的同时出现回火脆性, 冲击韧性显著降低, 这是因为回火时在马氏体板条间析出较大的碳化物, 以及回火冷却时残余奥氏体转变为马氏体的缘故。为此, H13钢回火时应避免在回火脆性发展区内进行。H13钢回火组织为回火马氏体+少量粒状碳化物,低于600℃回火的仍保持马氏体板条形态; 当回火温度高于650℃时, 马氏体形态消失, 组织为回火索氏体。