提高不锈钢表面耐磨性的表面处理技术
1、引言
不锈钢由于具有良好的耐蚀性能, 在石油、化工、宇航、医药、造纸、原子能、海洋工程和装饰工程领域得到了广泛的应用。但是通常不锈钢的硬度较低(通常情况下为200~250Hv), 耐磨性较差, 表面易出现发花现象, 这不仅会影响装饰性产品的美观, 而且表面出现微划痕时会形成腐蚀微电池, 从而降低产品的耐腐蚀性能, 导致产品过早报废 。以不锈钢为基体的传动轴、啮合件或动配合件经常会因为不锈钢质软不耐磨、表面强度低、摩擦系数大等因素发生咬合或粘滞现象 。为了提高不锈钢的耐磨性, 许多学者在不锈钢表面进行了各种处理和强化研究, 如利用化学镀在不锈钢表面沉积耐磨镀层, 能提高产品表面硬度,并保证产品的耐腐蚀性能。本文就涂镀技术和表面改性处理在提高不锈钢表面耐磨性时的工艺局限性和优势作了简要综述, 并展望了改善不锈钢耐磨性的发展方向。
2、不锈钢表面涂镀技术
2.1、化学镀
化学镀是1947年由A.Brenner和G.Riddell提出的沉积非粉末状镍的镀膜方法, 该方法是一种沉积金属的、可控制的、无外加电源的氧化还原反应过程。相对于电镀, 化学镀有如下优点:能在形状复杂的零件表面沉积均匀一致的镀层;自润滑性好; 镀层较厚; 空隙少; 设备简单, 操作容易; 镀层具有特殊的机械、物理和化学性能等。其缺点是: 镀液寿命短, 废水多, 镀速慢,成本高 。
化学镀提高不锈钢表面耐磨性的途径主要是镀镍及其合金镀层。镀镍前需要进行特殊的预处理, 以除去不锈钢表面的钝化膜, 提高不锈钢与镀层的结合力。不锈钢化学镀镍包括单层化学镀镍、双层化学镀镍、有氧化皮不锈钢单层化学镀镍等 。
高岩等在316L不锈钢基体上获得了结合力良好的化学镀Ni2PPNi2W2P 合金镀层, 在保证产品原有光泽度的前提下, 镀层硬度较原不锈钢基体有了较大幅度的提高, 从而为不锈钢产品的耐磨抗划伤性能的改善提供了有效的解决途径 。Yi2Ying Tsai , Fan2Bean Wu 等采用化学镀的方式也在420不锈钢基体上成功沉积了Ni2PPNi2W2P合金镀层, 并进行了适当的热处理, 发现Ni2W2P 较Ni2P 合金镀层具有更高的显微硬度和化学稳定性; 划痕实验则表明, 合金镀层的抗磨损性能较不锈钢基体均有明显改善 。
2.2、物理气相沉积
物理气相沉积技术是利用蒸发或溅射等物理形式把材料从靶源移走, 然后通过真空或半真空空间使这些携带能量的粒子沉积到基片或零件的表面以形成膜层。物理气相沉积有真空蒸镀(VE)、溅射镀膜(SIP)、离子镀(IP))等。按加热蒸发源分类, 真空蒸镀包括电阻加热蒸镀、电子束加热蒸镀、感应加热蒸镀等; 溅射镀膜包括磁控溅射沉积、离子束溅射镀等。其中真空蒸镀是比较早的镀膜技术, 膜的结合力较低, 目前已不多用。而阴极溅射和离子镀所得膜结合力较高, 应用范围正在扩大。物理气相沉积镀膜的实用领域有: 装饰膜、装饰耐磨膜、耐磨超硬膜、减摩润滑膜等。
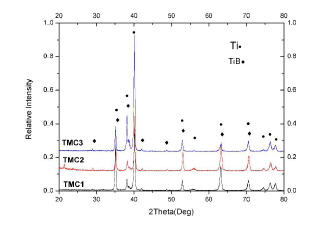
韩修训等采用磁过滤沉积装置( FCAP) 在1Cr18Ni9Ti不锈钢表面沉积得到的TiN涂层具有高的硬度和膜基结合力, 在载荷1N 和3N 下都表现出较低的摩擦系数和良好的耐磨性能。
2.3、化学气相沉积
化学气相沉积(CVD) 技术是指在较高温度下, 混合气体与基体的表面相互作用, 使混合气体中的某些成分发生分解, 并在基体上形成一种金属或化合物的固态膜或薄膜镀层。其特点如下:
(1) 镀层致密均匀, 可以较好控制镀层的密度、纯度、结构和晶粒度;
(2) 因沉积温度高,镀层与基体结合强度高;
(3) 可以在大气压或者低于大气压下进行沉积;
(4) 通常沉积层具有柱状晶结构, 不耐弯曲。
谢飞, 何家文等对1Cr18Ni9Ti奥氏体不锈钢进行离子渗氮-等离子增强化学气相沉积(PECVD) TiN 复合处理, 研究了复合处理层的组织与性能。结果表明: 复合处理层具有优良的膜基结合强度, 较之不锈钢基体, 耐磨性显著提高; N. Yamauchi 等在AISI304 奥氏体不锈钢表面沉积了菱形碳薄膜, 该过程采用了无线电频率(13156 MHz) 等离子增强化学气相沉积工艺, 腐蚀环境下的对比实验表明薄膜样品和基体的摩擦系数分别约为0.1和0.5, 同时前者的磨损体积明显低于后者 。
2.4、热喷涂
热喷涂是利用某些热源将涂层材料加热到熔融或半熔融状态, 同时借助于焰流和高速气体将其雾化, 并推动这些雾化后的粒子喷射到基体表面, 沉积成具有某种功能的涂层。热喷涂能为工件表面提供耐磨、耐蚀、耐高温的涂层。涂层材料与基体之间通常存在三种结合方式: 机械结合、物理结合和冶金结合。随着低压等离子喷涂, 高能、高速等离子喷涂, 高速火焰喷涂技术的出现, 涂层的性能得到进一步提高: 孔隙率可以降至0.5%~1%; 涂层与基体的结合强度可以达到70~140MPa。
潘继岗等利用超音速火焰喷涂(HVOF)技术和等离子喷涂(ASP)技术, 分别在0Cr13Ni5Mo不锈钢基体上制备了铁基非晶合金涂层和铁基非晶纳米晶涂层, 研究了两种涂层在室温下的摩擦磨损特性, 结果表明两种喷涂工艺制备的铁基涂层均具有较高的显微硬度和较小的孔隙率, 组织致密, 呈典型的层状结构, 提高了涂层的耐磨性能 。
2.5、电镀
为了弥补不锈钢质软不耐磨、摩擦系数大的弱点, 常用电镀的方法提高不锈钢传动轴等配合件的表面硬度和自润滑性能。不锈钢是一种表面极易钝化的金属, 在电镀前必须除去表面钝化膜, 不锈钢经去油、浸渍、活化、预镀镍和电镀等工序, 可得到铬、锌、铜、锡、贵金属等镀层。
王飚等在不锈钢水轮机母材上, 用周期反相电镀稀土铬, 镀层厚度约0.3mm , 镀层由金属基相和稀土盐颗粒第二相组成, 硬度可达到900~1000Hv,镀层的抗磨蚀性为母材的25~28倍,产品工作寿命比原不锈钢件高2~6倍。
3、不锈钢表面改性处理
3.1、离子注入
离子注入是利用经过加速和分离的高能量离子束作用于材料表面, 使之产生一定厚度的注入层, 从而改变材料的表面特性。具体方法是: 把工件(金属、合金、陶瓷等) 放在离子注入机的真空靶室中, 在几十至几百千伏的电压下, 把所需元素的离子加速、聚焦、注入到工件表面。用离子注入的方法可获得过饱和固溶体、亚稳相、非晶态、和平衡态合金等不同组织的结构, 大大改善工件的使用性能。
其优点是:
(1) 可注入任何元素, 不受固溶度和扩散系数的影响;
(2) 元素注入量可以精确控制, 可实现大面积和局部的表面改性;
(3) 真空下进行, 工件表面不会氧化;
(4) 可得到两层及两层以上性能不同的复合镀层, 对工件尺寸影响小;
(5) 借助磁分析器,可以获得纯的离子束流;
(6) 离子注入的直进性, 横向扩展小, 适合微细加工要求;
(7) 高速离子可通过薄膜注入到金属基体, 在薄膜和基体界面处形成合金层, 增强薄膜与基体的结合力,实现辐射增强合金化与离子束辅助增强粘合。