RH炉真空加料返料装置的优化改进
一、引言
RH炉真空加料返料装置(以下简称返料装置)是RH炉铁合金加料系统中的设备,在铁合金校准称量、测试、错误称量等情况下通过返料装置可将称量斗卸下的合金料,通过水平可逆汇总皮带机,经合金真空加料斗和错误料下料管,卸入错误料料箱中。现有的返料装置密封效果差,影响真空泵使用效果;另外,现有的返料装置还存在合金料泄漏、阀板轴不动作及阀板卡死的问题,真空技术网(http://www.chvacuum.com/)认为其无法满足连续作业的要求。
二、RH炉返料装置的结构
RH炉返料装置主要由阀体、驱动装置和阀板组成。该阀体为三通阀壳,其一端设有1个入料口,另一端设有第一出料口,该阀体斜下方设有第二出料口,该出料口为加错料的排放口。阀体一侧安装有驱动装置,驱动装置由汽缸带动旋转臂旋转,近而带动旋转轴与阀板旋转,通过阀板的旋转,来实现第一出料口的通道与第二出料口的通道的开合,从而控制合金料的走向。其结构如图1所示。
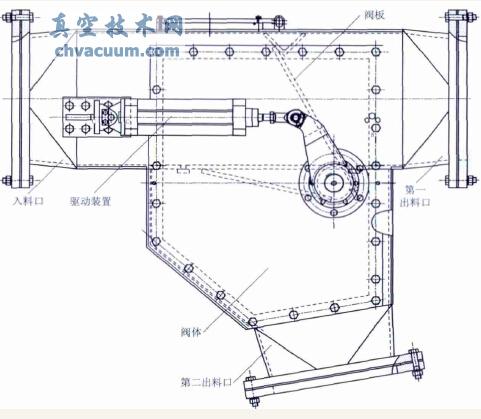
图1 真空加料返料装置示意图
三、原返料装置主要存在的问题及原因分析
在RH炉投产初期,由于生产工操作经验不足,经常出现加错料的情况;另外,称量斗电子称的校验,均需要使用返料装置。原返料装置在实际使用过程中经常出现阀板轴不动作、阀板卡死及阀体漏气等故障。不仅增加了维修工人的劳动,而且影响炼钢生产的顺行和真空泵抽真空效果。以下就故障的原因进行分析。
1、返料装置阀板轴不动作
由于返料装置串联在加料溜管中间,加料溜管的下面是真空槽,真空槽在顶枪的烘烤下温度可高达1400℃左右,真空槽在烘烤过程中散发的热量和水汽被返料装置所吸收,阀板轴在高温下膨胀,由于翻板轴两端均固定,导致阀板轴卡死。另外由于驱动气缸驱动力量过小,当旋转轴不动作时,经常需要维修工人使用大锤敲打旋转臂,阀板轴才能动作。以上故障均发生在需返料的生产过程中,每次处理约需2h,严重时曾导致生产被迫中断。
2、返料装置阀板卡死
RH炉的主要功能之一是对钢水进行成份微调,该工艺要求在真空处理过程中将铁合金、铝粒及碳粉加入到钢水中。阀板侧面与阀体之间的间隙原设计为10mm,阀板侧面直线度加工严重超差,而铝粒的直径在10mm左右,铁合金碎块及铝粒由下料溜管经过返料装置时,极易卡到阀板侧面与阀体之间的缝隙里,使阀板与阀体的摩擦力大大增加,当摩擦力大于汽缸的驱动力时,将导致阀板卡死。阀板卡死后,需打开阀体上部的检修孔,将卡死的合金料及铝粒清出。
3、返料阀阀体漏气
RH炉真空系统炼钢过程中真空度要求在67Pa以下,由于返料装置是串联在真空加料系统中的,所以要求其在真空状态下工作无泄漏;真空系统在进行正压检漏过程中发现返料装置存在多处漏气:阀体焊缝漏气、阀体侧面螺栓孔漏气、旋转轴处漏气、阀体法兰和溜管法兰之间的密封漏气。
四、返料装置的改进措施
1、返料装置阀板轴不动作的改进
为了使旋转轴适应一定的温度与力的变化,将翻板旋转轴的两端轴承分别支承于轴承座上,并将旋转轴一端的轴承固定,另一端的轴承为游动。另外,在阀板轴的另一侧增加1套相同的汽缸,力矩明显增加,为保证两个汽缸伸缩的同步,将两台汽缸共用1套气源阀台,并采用闭环回路控制系统。改进后阀板轴装配示意图如图2所示。
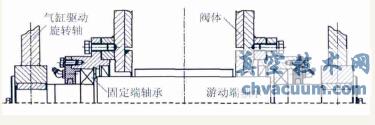
图2 阀板轴示意图
2、返料装置阀板卡死的改进
在返料装置阀板卡死的处理过程中发现卡死在阀板侧面和阀体之间的合金料及铝粒直径均在10mm左右,故将阀板侧面与阀体的间隙改为5mm,并将阀板侧面直线度加工精度控制在1mm之内,避免了合金碎块及铝粒卡在该间隙内。为进一步保证返料装置阀板无泄漏,在阀板侧面加装橡胶板,对阀体侧面起到清洁作用。
3、返料阀阀体漏气的改进
(1)阀体制造完毕后对阀体进行正压试验,对漏气点进行补焊。
(2)将阀体侧面螺栓孔由通孔改为盲孔,阀板侧面盖板与阀体结合面之间增加密封垫。
(3)旋转轴两端设置唇形密封圈,密封圈采用耐高温的硅橡胶,并在唇口涂上耐高温润滑脂,使旋转轴具有很好的密封性。
(4)对阀体法兰和溜管法兰之间的密封垫进行更换,螺栓紧固过程要对称,用力要均匀。
五、改造效果
经过上述措施的采用,新制作的备件已上线使用1年,实践证明,效果良好,返料装置未发生旋转轴不动作,阀板卡死及阀体漏气的故障,为真空状态下生产过程中的返料提供了设备保障,降低了维修工人的劳动强度。