超高真空容器对焊缝的要求
在真空机组配置确定的情况下,设备所能达到的极限压力取决于由系统外部流向系统内部的总漏率Qo与虚漏所形成的总“漏”率∑Q1之和的大小及抽气系统的有效抽速。
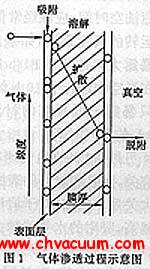
真空技术中所讲的漏孔是指当封闭的容器内部与外部的气体压力或浓度不同时,可以使气体由器壁的一侧泄露到另一侧去的小孔、缺陷、或隙缝以及渗透元件或漏气装置。漏孔由于尺寸微小、形状复杂,无法用几何尺寸表示其大小,所以一般用等效流导或者漏气速率(简称“漏率”)来表示其大小,单位为Pa·L/s。
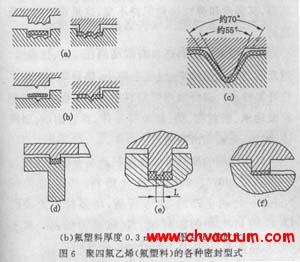
焊缝是真空制造工艺中最容易产生漏孔的区域之一,常见的焊缝外观缺陷及其它缺陷,如未熔合、未焊透、夹渣、气孔、裂纹及内应力都是超高真空系统中的漏孔或者虚漏源的隐患。为了最大程度地减少焊缝缺陷,便于检测,超高真空要求焊接的零部件使焊缝尽量处在真空侧,大气侧焊缝仅作为间断加强焊缝,同时使最大数量的焊缝能在制造阶段分别测试,在最终装配前给予矫正。由于一些零部件的截面尺寸小,内壁施焊受到限制,某些部位只能采用大气侧焊缝,焊缝应一次焊好,以避免两次焊接时造成有害空间,那么必须保证单面焊双面成型的效果优良。
另外还应该指出,由于压差、振动和热循环等原因在接头内产生的应力和应变,可能会使含有缺陷的焊缝产生裂纹从而使焊缝受损,或者在使用过程中焊缝受腐蚀,这样就可能形成漏点。
因而所采用的焊接方法必须在这些条件下能使焊缝的漏率满足技术要求。
目前,超高真空容器普遍采用奥氏体不锈钢。应该讲,奥氏体不锈钢的可焊性和焊接工艺性是良好的,为什么要提出超高真空容器对焊缝的要求呢?其原因是超高真空容器要求泄漏率很低,也带来对焊缝密封性的苛刻要求,微小的泄漏难检、难补、难消除。实践证明,非超高真空容器通常采用压力检漏法不能满足超高真空容器漏率的要求,亦即在压力检漏检不出漏点的情况下,采用氦质谱检漏,仍可能发现漏孔,达不到漏率要求。因此对超高真空容器来讲,须采用高灵敏度的氦质谱进行检漏。
为保证焊缝满足超高真空容器漏率的要求,针对奥氏体不锈钢,焊接工艺上主要应解决两个问题,
一是防止热裂纹的产生,其产生机理是在焊缝一次结晶中,低熔点共晶物聚积在焊缝中心线处,在热应力的作用下形成。同时应防止碳化物形成,造成脆硬组织裂纹。
二是尽可能减少焊接缺陷的产生。