工具的材料和涂层对其切削性能的影响
涂层对切削性能的影响
从图2可知,影响刀具切削寿命的关键因素在于涂层不同。下面将从涂层的力学性能,表面性能、抗氧化性等方面进行分析。
用F ISCHERSCOPE H1000 微力学探针对TiAlN2ML和TiAlCN两种涂层的力学性能进行了分析。
涂层的力学性能是判断涂层性能的重要指标之一。从图4、图5 中可看出, 两种涂层显微硬度TiAlN2ML = 29.09 GPa, TiAlCN = 28.21 GPa,二者相当。这说明,在切削过程中, TiAlN2ML 与TiAlCN涂层的高硬度对提高刀具抗磨损性起到了重要作用。
对于TiAlCN涂层来说,表层碳含量高,因而耐磨性好。同时,此涂层的表面粗糙度低,仅为0.25,而TiAlN 2ML为0.6。这样,在铣削过程中, TiAlCN涂层低的表面粗糙度有效降低了切削过程中的阻力,并且起自润滑的作用,从而降低了刀具的磨损量,使切削过程易于进行,这是TiAlCN涂层铣刀切削寿命高于TiAlN2ML涂层铣刀切削寿命的主要原因之一。
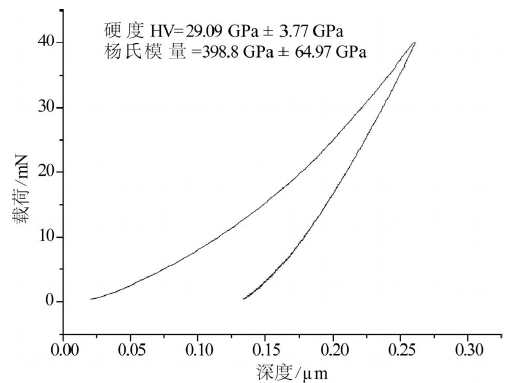
图4 TiAlN2ML涂层加卸载曲线
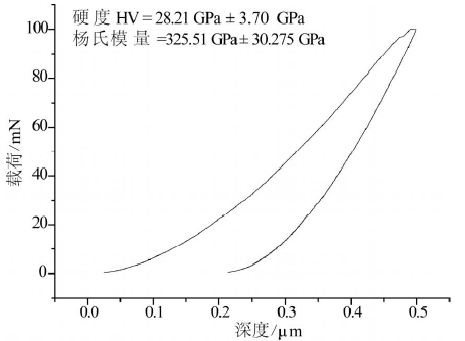
图5 TiAlCN涂层加卸载曲线
关于抗氧化温度(对于干式切削来说,切削热难以散失,因而希望涂层耐热性能越高越好) , TiAlN2ML为700 ℃, TiAlCN为500 ℃。可见, TiAlCN涂层的耐热性能也较好。
这样,从硬度、耐磨性、表面粗糙度、抗氧化温度等角度考虑, TiAlCN涂层具有最佳的综合性能。实际上, TiAlCN涂层是TiAlN + TiCN 的综合涂层,它既具有TiAlN涂层较高的耐热性能,同时又具备了TiCN涂层良好的表面光洁度,是一综合涂层。因此,在铣削过程中, TiAlCN 涂层铣刀就呈现出优异的性能,切削寿命优于TiAlN2ML涂层铣刀。
相关文章阅读: