同种材料不同涂层和不同材料同种涂层的刀具的切削试验
工具,装备制造业的“牙齿”,它的技术能级的提升对促进整个装备制造业的进步和水平的提高至关重要。目前国家已把装备制造业作为战略产业予以优先发展,使得工具行业也获得了强劲的发展,“高精度、高效率、高可靠性、专有化”等已成为工具行业发展的主题;干式切削、绿色切削等已成为工具行业发展的方向。但毋庸讳言,目前国内工具行业整体发展的水平还较低,高档刀具大量依赖进口,特别是加工淬硬钢、硅铝合金、钛合金的刀具更是如此。因此,如何提高刀具的制作水平已成为当务之急。
本文从工具(指整体硬质合金刀具)的制作材料和涂层角度出发,对其进行试验研究,以期找出涂层和材料对工具加工性能的影响,从而提升工具的制作水平。
1 试验设计和条件
试验用刀为<12 mm 整体硬质合金铣刀,加工淬硬的40Cr钢,试块尺寸为303 mm ×100 mm×80 mm,硬度为45~48 HRC。试验设计思路如下:
(1)对同种材料不同涂层的刀具进行切削试验比较;
(2)对同种涂层不同材料的刀具进行切削试验比较。
刀具的编号、涂层和制作材料见表1。
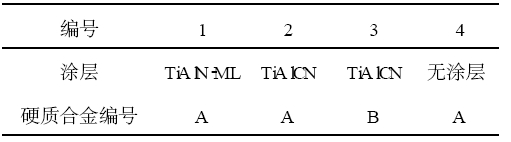
表1 试验用铣刀的编号、涂层和材料
上述试验在同一切削参数下进行,切削工艺参数如表2所示。
![]()
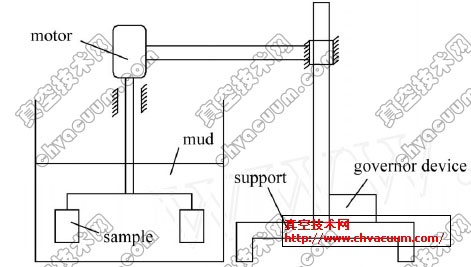
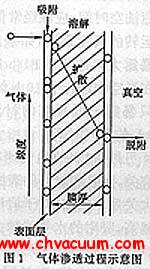
试验全部在DECKEL MAHO 70V 加工中心进行,试验过程为干式铣削,不加冷却液。在切削过程中,对切削力和刀具磨损情况进行监控,以便于对切削结果进行评价。切削试验装置如图1所示。

图1 高速铣刀切削试验装置
2 切削试验
(1)同种材料不同涂层刀具的切削试验 试验进行了用A 材料制作的有TiAlN2ML 涂层、TiAlCN涂层和无涂层铣刀的切削试验,试验结果如图2所示。
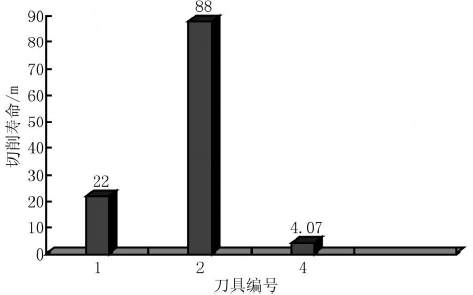
图2 同种材料不同涂层刀具的切削寿命比较
从图2可看出,A材料、TiAlCN涂层铣刀的铣削寿命最高,为88 m, TiAlN2ML 涂层铣刀铣削寿命为22 m,而无涂层铣刀寿命最低,仅为4. 07 m。可见,涂层能提高刀具的切削寿命,且不同的涂层提高寿命也不相同, TiAlCN 涂层比TiAlN2ML 涂层提高的更多。
(2)同种涂层不同材料刀具的切削试验 对用A材料和B材料制作的有TiAlCN涂层的铣刀进行了切削寿命试验,结果见图3。
从图3可看出,对于同一种涂层TiAlCN来说, 2号A材料制作的铣刀寿命高于3号B材料制作的铣刀的切削寿命, 前者切削寿命为88 m, 而后者为22 m。可见,材料对刀具的切削寿命影响巨大。在试验中,对于TiAlCN涂层刀具, A材料制作的铣刀切削寿命大大优于B材料。
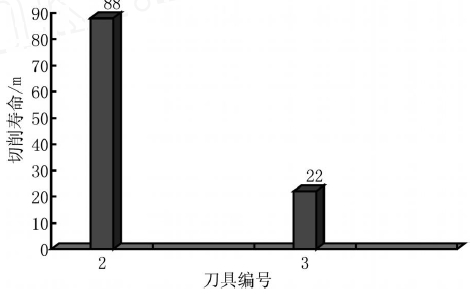
图3 同种涂层不同材料刀具的切削寿命比较
通过图2和图3可以分析出,用A材料制作的有TiAlCN涂层的硬质合金刀具具有最高的切削寿命。
相关文章阅读: