��ո�Ӧ¯ұ���������ֵ����������ƹ���
��������ո�Ӧ¯��ұ����̼���������������֣������������Ŀ�����һ���ѵ㡣����������ֲ�ͬ��ұ���������о�������Ƥ�ļ�������¯����նȡ��Ͻ����˳���Լ�¯�ڱ���������������ضԸ�Һ����������Ӱ�졣�������������ն�Ϊ0.1 MPa ʱ��¯������Ϊ5000 Pa ������96000 Pa ����Ļ�����壬����240 g ������Ƥ��ͬʱʯī̼�ںϽ�ĩ�ڼ��룬�ֶ������������ﵽ250 ppm���յ��ʴﵽ34.7%��ʵ��ͨ���������ƺϽ�����ĸ�ˮ����ʱ�䣬�ֶ��ڲ��������ã����������ɡ�
������̼��ϵ�������������������������̬������ҪӰ�죬�Ӷ�Ӱ��ֵ��������ܡ��������������ߴ�200 ppm �γɢ�������������ͼ�������������������ܣ���������������(40~100)ppm ʱ�γɢ������������������С��40 ppm ʱ�γɢ������������MnS ��������������ӹ����ܲ�����Ŀǰ���������ܵ���������������ʵ���ҿ����Σ�Ϊ��Լʵ��ɱ������з���Ա������С����ո�Ӧ¯�����¸���ұ������֮������һ���ѵ���������������Ŀ��ơ�����̼����Ӧ����Ϊ�����ڸ�Һ��CO ���壬����տ������������̼������������ұ���ռ����������������ķ�ѹ�ܵͣ��ܽ��ڸ�Һ�е�������Ը�Һ�ݳ��������¯���ȥ�������նԸ�Һ����������������к��ģ��������ʵ͡�
�������Ķ���ո�Ӧ¯ұ���������ֵ����������ƹ��ս������о���ͨ���Ľ����������������������ࡢ�����Ͻ����˳�Ͻ��ں���ʱ��Ŀ��Ƶȷ������ڱ�֤�ֶ��ڲ�������ͬʱ��ʵ���˸����������ľ�ȷ���ƣ�Ϊ�����������ֵ�ʵ�����о��ṩ�˼�����ʵ�������
1��ұ���豸������
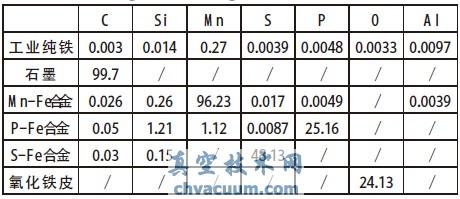
������ո�Ӧұ��ʵ����80 kg ��ո�Ӧ¯�Ͻ��У�������������Ϊ��������ͼ1 ��ʾΪ��Ҫ�������̣�������װ�Ϸ�װ�ϣ�������������⡢��ɵȴ����Ĺ�ҵ��������¯�ڣ���������ۻ�������ն�Ϊ30 Pa �¾���10 min��������������һ������ѹ�ı������壬���պϽ����˳��Ҫ�����Ͻ𣬴��Ͻ�ȫ���ۻ�������7 min~8 min����֡�ÿ����һ�ֺϽ���ò�������ȡ�������������Ļ�ѧ�ɷ֣��������ֶ��Ļ�ѧ�ɷ֣���ͨ�Ͻ�Ԫ�ط�������ֱ�������ǣ�������Ԫ�صIJⶨ�ֱ���������Ǻ�̼���ǡ�ʵ������ԭ����Ϊ��ҵ������ʯī��Mn-Fe �Ͻ�P-Fe �Ͻ�S-Fe�Ͻ�������Ƥ����ѧ�ɷ����1 ��ʾ��ԭ���ϵĻ�ѧ�ɷ���ͨ����ѧ���������ⶨ�ġ�
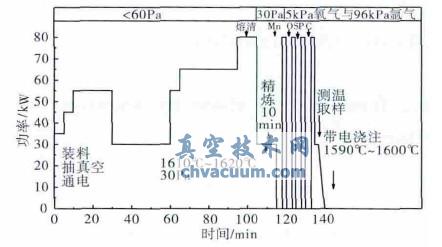
ͼ1 ����������ո�Ӧ¯ұ������
��1 ��������ұ��ʵ���ԭ���ϻ�ѧ�ɷ�(wt.%)
4������
��������ո�Ӧ¯ұ�����������������֣�Ϊ����߸�Һ�����ĺ��������Բ�ȡ���´�ʩ��
����(1)�ʵ������������Ƥ�ļ���������ʵ����������Ƥ�����ռ�����Ϊ240 g��
����(2) ̼�ںϽ�ĩ�ڼ��룬����ͬʱ���C��O ���յ��ʣ�
����(3) ��¯�ڳ���0.1 MPa �ı������壬�ڱ��������л���һ������������
����(4) ���Ͻ��ۻ����ȣ�����8 min �֡�����ʱ��Ҫ���ˣ�����ʱ��������ֶ���O �����ò�����֤������ʱ����̵Ļ����ֶ��ڲ����кܶ����ף�Ӱ��ֶ���ʹ��Ҫ��