罗茨油环机组在真空感应炉上的应用
真空感应炉真空机组中的前级泵,历来使用滑阀泵。但因原材料的灰份多,泵油很容易污染,致使泵卡死。在3000磅真空感应炉上改用浙江真空设备集团有限公司生产的罗茨油环机组代替滑阀泵,取得了较好的效果。
1、前言
真空感应炉中冶炼Ni基、Fe基高温合金所要求的真空度一般在0.133Pa(10-3 Torr) 的数量级。真空系统由三级组成:油喷射增压泵—— 罗茨真空泵——机械真空泵。而作为前级泵所用的多数为滑阀式机械真空泵。这种型号的泵有结构紧凑,占地面积小,安装方便的优点。
滑阀式真空泵属油封泵。吸入口进入的气体经泵内转子压缩后,通过排气阀片进入油箱。在泵运行时,油箱中的油通过电磁阀或小油泵润滑泵的轴承及轴封。
滑阀泵的缺点是对大量的灰分污染比较敏感。而真空感应炉炉料中的灰分比较多,在抽真空和冶炼过程中会挥发出来,少部分被炉壁吸附,大部分被排至滑阀泵的油箱里,使泵油污染。时间长了,泵油变成淤泥状。由于泵体与转子之间的间隙很小,机械杂质进入泵腔内凝集成小块,使转子被划伤,形成贯通的环形槽,从而使滑阀泵极限真空度降低,严重时使转子卡死,不能转动。真空感应炉冶炼工艺过程中,经常要加入铝镁等合金元素,这些元素极容易挥发,更加使滑阀泵的使用周期大大缩短。有时候,刚刚换上去的泵使用几小时就被卡死,不能转动,致使炉子不能继续运行。不仅影响生产,同时增加了维修工作量和机械泵油、零部件的消耗,增加了运行费用。
它的另一缺点是对气体中的水蒸汽很敏感,在初始抽真空阶段,炉壁和炉料中吸附的水蒸气被泵吸入,在压缩室内被压缩。在相应的温度下(例如60℃) 水的饱和蒸汽压为19918Pa( 149.4Torr) ,水蒸汽一旦达到上述压强,则开始凝结为水,混入油中。使油的真空性能恶化,影响泵的极限压力和抽气速率。
鉴于此,为了解决长期困扰我厂3000 磅真空感应炉机械泵容易损坏的问题,我们选用与滑阀泵同样抽速的国产的罗茨油环机组,代替H150滑阀泵,取得了较好的效果。
2、罗茨油环机组的特点
罗茨油环机组是由油环泵和罗茨泵两部分组成,其抽气速率由所配的罗茨泵决定。罗茨泵不用油润滑泵腔,不存在油质劣化的问题:灰分也不会积聚在泵内,对灰分的污染不像机械滑阀泵那样敏感。油环泵的功能是作为罗茨泵的前级泵,油环泵设计有油气分离器,换热器,止回阀等装置。气体由罗茨泵吸入,经油环泵第二次压缩后进入油气分离冷却箱内,经油气分离,气体被排至大气:箱内的油经冷却后回到泵内。油环泵入口设有止回阀,防止停泵时,油返流至罗茨泵及真空系统。另外,油环泵设计有油箱,灰分和水蒸汽在油箱中被分离,沉淀,灰沉积在油箱的底部,可以很容易在线清洗,不影响生产运行。
3、机组的选型和设计计算
我厂使用的真空系统如图1所示,油增压泵的前级泵是一台抽速为1556L/s 的RA7001罗茨泵,罗茨泵前级泵是三台H150机械泵, 每台抽速为150L/s,其中一台作维持泵。在高真空阶段,三台机械泵都可以被切换到罗茨泵的前级。由于真空感应炉的极限真空和抽速是由三台主泵(油喷射增压泵)所决定的,因此在选配罗茨油环机组代替滑阀泵时,只要考虑所选的机组的抽速与原有的滑阀泵相同即可。
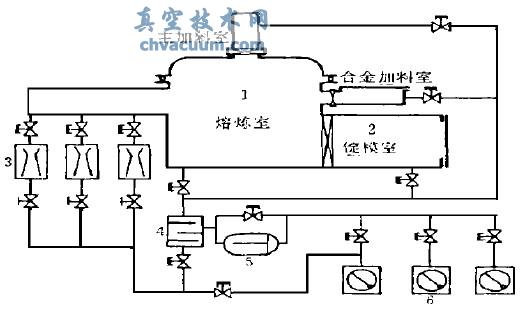
1.熔炼室 2.锭模室 3.油喷射增压泵 4.过滤器 5.RA7001 罗茨泵 6.机械滑阀泵
图1 改造前的真空机组
成套的国产的JLY-403罗茨油环机组的抽速为300L/s,由ZJ-300罗茨泵和2YK6油环泵组成。因此只需要一套罗茨油环机组就可代替二台机械滑阀泵。油环机组中所配的油环泵的抽速为100L/s,因此在预抽阶段,抽气时间必然会延长。为了弥补油环泵抽速较小所引起的时间的延长,必须尽快使机组中的罗茨泵启动。这就要提高油环机组中罗茨泵的进口压强,这将使罗茨泵承受很大的压差,因此必须设法提高ZJ-300罗茨泵的允许压差。
用罗茨油环机组代替滑阀泵后的真空系统图见图2(选用二台,一台备用)。为了叙述和计算方便,我们称原有的RA 7001罗茨泵为大罗茨泵,称油环机组中的ZJ-300罗茨泵为小罗茨泵。
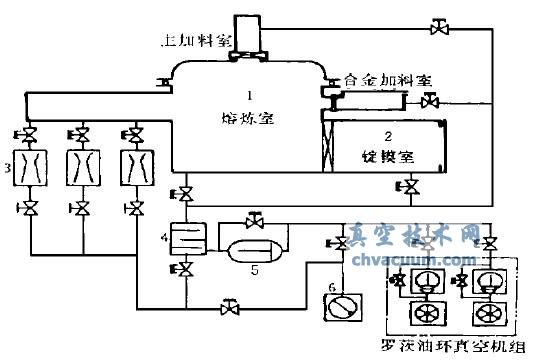
1.熔炼室 2.锭模室 3.油喷射增压泵 4.过滤器 5. RA7001罗茨泵 6.机械滑阀泵
图2 改造后的真空机组
下面对小罗茨泵的选用作相应的计算:如前所述,大罗茨泵的抽速为1550L/s,小罗茨泵的抽速为300L/s,大、小罗茨泵的配比为n1 =1556/300= 5.186,按原来使用的程序,大罗茨的启动压强为2133Pa(16 Torr),则小罗茨的进口压强为2133×5.186=11062Pa(83Torr),小罗茨与油环泵间的配比为n2=300/100=3,小罗茨泵的出口压强将要达到:P=11062×= 33186(250 Torr),小罗茨泵的压差为:33186-11062 = 22124(166 Torr) ,显然,ZJ300型罗茨泵是难以承受这么大的压差的。
为了解决这一难题,经与浙江真空设备集团有限公司咨询、协商,利用该公司产品ZJ600 型罗茨泵(抽速600L/s) 降半速使用,即把原来的2极电动机改为4极电动机(机座相同) , 获得该公司的大力支持。
经过改型的罗茨泵,降半速使用后抽速降低为300L/s,泵的允许压差由原来的5332Pa( 40 Torr) 提高到9333Pa( 70 Torr ) ,短时间(3min内)允许压差可提高到19950Pa( 150 Torr ) 。
另外,为了确保小罗茨泵长期稳定使用,将原机组中的大罗茨泵的启动压强重新较准为1600Pa( 12Torr),则气体经大罗茨泵压缩后,大罗茨泵的出口压强,即小罗茨泵的进口压强为:1600×5.186= 8298Pa( 62 Torr )小罗茨泵进出口压差为:8298×( 3- 1) = 16596Pa( 124 Torr)通过以上计算,可以看出,将ZJ600型罗茨泵降半速使用,小罗茨泵所承受的压差在允许的范围之内,完全可以满足使用要求。改型后的罗茨泵型号为ZJ600D。
4、试验和运行
在试验时,真空机组启动压强设定如下:大罗茨泵( RA 7001):1600Pa( 12 Torr )小罗茨泵( ZJ600D):9600Pa( 72 Torr )
运行时,先启动油环泵,打开相应的阀门,对熔炼室抽真空。15min后,熔炼室真空度达到133.3Pa( 1 Torr) 时,油喷射增压泵即可开始工作。在试验基础上,又经过整个炉龄的冶炼运行,炉料中的灰分最后都被抽至油环泵的油箱内,很容易清除。一般地,两个炉龄清洗一次油环泵的油箱,就能够解决问题。由于油环机组对所使用的油不敏感,可以将旧油经沉淀后的重复使用,大大降低了运行费用。
5、结论
通过试验和运行,可以得出如下结论:
(1) 在大型真空感应炉上,利用罗茨油环机组代替滑阀泵是完全可行的。
(2) 运行中,噪音比滑阀泵小。
(3) 由于油环泵结构比滑阀泵简单得多,因此检修、维护的工作量大大减少。
(4) 减少了滑阀泵零部件的耗损,降低了运行费用,提高了前级泵工作可靠性。