聚合釜喷淋阀的改造
分析了聚合釜喷淋阀在使用过程中出现的故障,并提出了技术改造方案。改造后,大大降低了喷淋阀的故障率,提高了聚合釜的利用率。
新疆天业天辰化工有限公司40万t/a PVC装置共采用10台105m3全流通内夹套聚合釜,产能按SG5型PVC树脂设计,分为两条生产线,每条生产线有5台聚合釜,每台聚合釜上配备2台电动喷淋阀(一大一小),用于聚合投料前防粘釜剂的涂布和反应结束后出料时聚合釜壁的冲洗。PVC悬浮聚合工艺中防粘釜工作意义重大,因为聚合釜粘釜情况不同,就会不同程度地影响聚合过程的生产安全、单釜产能和产品内在质量;喷淋阀作为防粘釜剂的最直接涂布设备,其运行情况会直接影响涂壁效果和聚合釜粘釜情况。喷淋阀的故障率较高,可直接影响到聚合釜的利用率。在生产运行过程中,针对大喷淋阀出现的各种故障,进行了统计归类,然后分析原因并消除了引发故障的主要因素,大大降低了喷淋阀的故障率,提高了聚合釜的利用率,节约了运行成本。
1、聚合釜喷淋阀的工作原理及使用情况
聚合釜喷淋阀由电动执行器和阀体两大部分组成。阀体的主要构成部件有丝杆、柱塞、柱塞头、喷淋管、导向环、密封环以及超越离合器等。工作过程如下:控制室发出动作指令控制电动执行器带动丝杆顺时针旋转,在超越离合器的控制下,推动柱塞向下运动,安装在柱塞底部的喷淋管从喷淋阀阀体内伸出,在到达柱塞运行的最下端时开始旋转,防粘釜剂或冲洗水从喷淋管中喷出,完成防粘釜剂的涂布或出料的冲洗工作。涂布或冲洗工作完成后,控制室发出动作指令控制电动执行器带动丝杆逆时针旋转,在超越离合器的控制下,带动柱塞向上运动,在到达柱塞运行的最顶端时,由柱塞头对密封环提供一定的预紧力对阀体底部形成密封,以保证在聚合釜反应过程中无泄漏情况发生,如此完成1个工作周期。
2、使用过程中存在的问题及分析
在实际生产过程中,喷淋阀的使用情况并不好,主要问题表现在以下5点。
(1)电动执行器故障。当电动执行器出现故障时,主要表现为电动喷淋阀无法正常打开(现场手动可以打开,控制室无法打开)。通过分析发现,造成电动执行器故障的主要原因是:当阀出现故障或执行器带动丝杆旋转被卡住时,电动执行器过载,造成执行器保险管烧坏,使阀无法正常打开。
(2)喷淋阀无法打开和关闭。电动执行器带动丝杆旋转时,丝杆与柱塞同步运动,导致阀门无法正常打开。分析认为造成这种故障的原因有:①电动执行器扭矩开关调整不当,造成关闭阀门时拉力过大,导致阀门无法打开;②密封环磨损,导致柱塞行程变长,使柱塞头进入阀体过深,造成阀门无法打开;③丝杆底部缓冲铜块受压过大变形,导致阀门无法打开;④阀杆松动导致喷淋阀无法打开。
(3)柱塞头断裂,喷淋管脱落。经过分析,认为造成此种故障的主要原因是:①自身材质的问题,在制造过程中未充分考虑到现场使用情况,韧性不足;②为了保证密封性能好、无泄漏,在阀关闭时,柱塞头提供持续的拉力作用在密封环上,长时间受力,造成柱塞头疲劳断裂。
(4)电动执行器动作阀不动作。造成这种故障的原因是:电动执行器与丝杆依靠键连接,当阀杆松动造成阀无法动作时,电动执行器和丝杆连接部位的键受力非常大,造成键被切断,使执行器与丝杆脱离。
(5)涂壁液喷淋和冲洗水冲洗效果差。通过分析,认为原因是进口滤网目数偏小,只过滤掉50%的杂质。对大于833μm(20目)的滤网进行检测与统计,发现297.5μm(50目)的滤网就可以保证过滤效果。
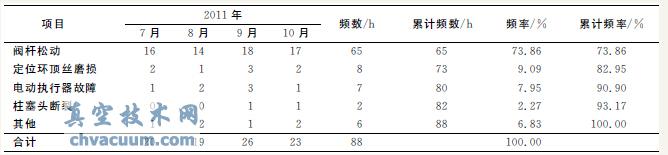
针对以上故障,专门成立了技术课题小组,对故障进行统计、分析。首先对喷淋阀故障进行统计,绘制了故障统计表(见表1);另外,对喷淋阀故障进行了详细的分类,对造成故障的原因进行分析,并绘制了如表2所示的分类表。
表1 故障统计表

从表1可以清晰地看出:喷淋阀的平均故障率为9.78%,已经严重影响了正常生产。
从表2可以看出:阀杆松动是喷淋阀故障率高的主要原因,所以从喷淋阀阀杆松动下手,解决其故障率高的问题。
表2 故障分类表
用专业的分析方法,通过人、机、料、法、环5个方面对阀杆松动进行分析,找到了6条末端因素,分别是:①对员工考核不全面,②维修喷淋阀专业技能培训不合格,③阀杆与丝头受力不均,④电动执行器转速过高,⑤喷淋阀装配没有具体安装说明,⑥釜内环境温度过高或过低。
分析第1条因素,新疆天业天辰化工有限公司有全面的考核标准,从公司考核、分厂考核、班组考核乃至个人考核,抽查了7-10月的考核表,每个月都有严格的考核,所以这不是主要原因。分析第2条因素,通过现场的测试和对以往的培训记录进行验证,发现理论和实际操作合格率均达到100%,所以这也不是主要原因。分析第3条因素,用专业设备检查丝杆与丝头的受力情况,发现最大受力值为8.4N,最小受力值为2.7N,可以看出阀杆受力不均是导致阀杆松动的主要原因。分析第4条因素,现场验证了电动机的转速,结果发现电动机转速为23.25r/min,在规定范围内,所以这不是主要原因。再验证第5条因素,通过查找,新疆天业天辰化工有限公司有详细的装配说明,所以这条也不是主要原因。分析第6条因素,通过中控检测聚合釜的温度,发现温度都在规定的范围内,所以这条也不是主要原因。通过逐条验证,发现造成阀杆松动的主要原因是阀杆与丝头受力不均。
3、解决措施
通过探讨,针对不同的故障原因,采取了不同的应对措施,具体如下。
(1)针对电动执行器故障,联系厂家进行指导,对电动执行器的扭矩开关进行精确的调整,保证喷淋阀在工作中处于合适的扭矩值,既能保证阀门正常运行,又能使故障率大大降低。
(2)针对阀杆松动造成的故障,如果更换喷淋阀阀杆与丝头,不仅耽误时间,而且还要花费大量的物力和人力,所以更好的解决办法是:在阀杆与丝头处加入一个抱箍装置,这样不仅不用更换备件,而且安装容易,花费很少就能达到目的。方案确定后,绘制了抱箍的装配图,送至加工厂进行加工,完成后安装至指定位置。开车试机,用专业设备测量阀杆与丝头的受力情况,结果发现平均受力在规定范围内。
(3)针对柱塞头断裂造成的故障,联系厂家对柱塞头进行了重新设计,在保证喷淋流量的情况下,将柱塞头直径增大,改进柱塞头加工工艺,对柱塞头进行热处理,提高材料的韧性,使柱塞头断裂的情况大大减少。
(4)针对喷淋阀喷淋冲洗效果差的故障,更换了喷淋阀进口处滤网,采用297.5μm(50目)以上的过滤网,保证了过滤精度,防止了喷淋管的堵塞。
(5)对密封环也进行了改进,将原有材质进行了改造,大大增加了密封环的使用寿命,降低了喷淋阀的维修次数。
采取以上改造措施后,为了验证改造是否有效果,对2012年1-4月喷淋阀的故障进行统计,结果见表3。
表3 采取改造措施后故障统计表
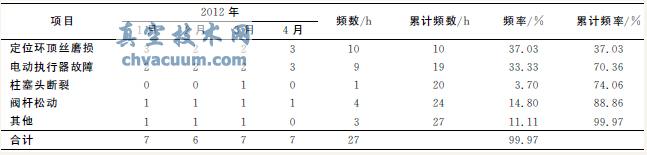
从表2、表3中可以看出:喷淋阀阀杆松动故障所占比例由73.86%下降到14.80%,下降幅度达59.06%。
4、效益计算
对于喷淋阀的故障,通过针对性的分析,采用科学的手段,进行了一系列的改进,大大降低了故障率,提高了经济效益。
对2012年1-4月的喷淋阀故障率进行计算,根据新疆天业天辰化工有限公司关于设备故障停机率的计算公式,得出2012年1-4月实际累计运行时间为905h,故障率=故障停机时间/设备投用累计时间×100%=27÷905×100%=2.98%。
技改带来的经济效益如下。
(1)聚合釜4h可产31tPVC树脂,1tPVC树脂毛利405元,2012年1-4月故障率下降6.13%,减少因喷淋阀故障停车时间61h,可增加效益约17.26万元。
(2)投入材料费用:525元(抱箍)+1200元(滤网)=1725元。
(3)喷淋阀维修费用:7230元。
(4)综合经济效益=PVC增加的产量-材料费用-喷淋阀维修费用=172600-1725-7230=16.36(万元)。






















