振动时效技术在碟阀体中的应用
时效是消除机械加工零件残余应力的基础工艺。振动时效在70年代起源于美国,后来在德国、英国、法国得到了广泛的应用,我国从80年代初开始引进使用振动时效工艺。由于振动时效是一种高效、节能、环保及低成本的时效方法,与传统的热时效和自然时效相比,振动时效具有生产周期短,场地简单灵活方便,生产费用低,无环境污染等优点。由于振动时效的无比的优越性,又适应现代工业对能源和环保的要求,应用振动时效是企业改进传统工艺提高市场竞争力的最佳选择,目前在某些方面已取代了传统的热时效和自然时效。
1、振动时效机理及装置的原理
1.1、振动时效机理
工件在毛坯制造及切削加工等过程中,使内部产生残余应力,致使工件处于不稳定状态,降低了尺寸稳定性和机械物理性能。振动时效工艺是通过锤击来消除金属工件中的残余应力的。工件在周期外力作用下产生共振,共振中交变动应力与工件内部残余应力叠加,经过一定时间,材料发生局部屈服,导致晶内和晶界错位产生滑移,原子从不稳定位能高的位置移向较稳定的位能低位置。经过此过程,工件宏观残余应力得到迁移、降低和均化,从而降低或消除工件的内部残余应力。
1.2、振动时效装置的原理
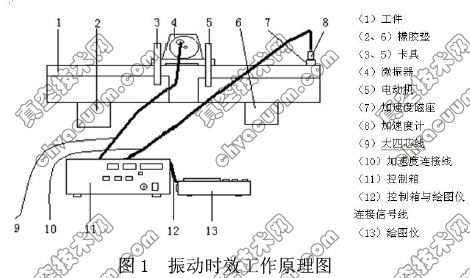
机械振动时效装置主要包括激振器、控制主机、加速度传感器、支撑橡胶等部分。主要功能是控制激振器在某个激振力输出水平,在一定频率(转速)范围对任一频率以较高的稳频精度工作.尤其是共振峰前后负载特性变化较剧烈的情况下,并记录、识别和输出有关时效曲线及参数。其工作原理图如图1 所示。
2、碟阀箱体振动时效的工艺
振动时效的效果取决于振动时效的工艺的选择。如图2 所示是一个冶金蝶阀体,是由铸造而成的结构件,其形状复杂,刚性相对大,凸凹面多,壁厚不均,残余应力大且分布繁杂。以前采用自然时效的工艺中存在很多的缺点,某公司自2005 年开始采用振动时效工艺以来,在产品的质量和生产效率方面取得了很大的进步。多年的生产实践经验表明:由于振动时效的工艺比较复杂,必须对箱体类零件进行振前的工艺分析,设计优化振动参数以提高振动时效的效果。
2.1、工艺分析
按照振动失效的工艺规范,对工件时效前应进行工艺分析,以达到节约电能和工作时间的目的。首先,应根据工件的材质、结构、毛坯制造的工艺形式和过程,分析箱体的残余应力场的分布,尺寸精度要求,以及工作载荷,可能的失效原因等因素进行分析,然后再决定实施振动时效的工艺路线及时效重点部位。冶金蝶阀体一般按箱体类工件对待,该类工件的结构一般较复杂,受力条件恶劣。箱体毛坯一般是铸造或焊接的构件,对于铸件产生的残余应力应根据铸造工艺,如结构形状、浇口位置、壁厚薄及冷却的情况来分析判断应力的情况。对组焊件来说,各焊接件的先焊和后焊的次序、坡口的大小及焊缝的形状和位置等,对产生的残余应力大小和分布均有影响。

根据箱体在服役时的载荷情况来分析,箱体的承受的工作载荷往往较复杂,由于冶金蝶阀体在工作中主要承受弯曲变形,因此,该类工件失效振动则主要采用弯曲振型。
2.2、工艺参数的优化
振动时效的工艺参数包括激振点、支撑点、激振频率、激振力和激振时间,这些参数的选取应依据工件的固有振动特性来确定。当激振频率处于工件的固有频率附近时,用较小的激振力可以激起足够大的动应力,只有用工件固有频率进行激振,才能最经济、最简便、最迅速地降低工件的残余应力。但是在实践中发现,由于采用激振力大小、激振力频率和激振点的位置不合理,有时会出现达不到消除残余应力的效果,工件只是局部的消除了残余应力;有时甚至将工件振裂。因此有必要对振动时效工艺参数进行优化设计。
根据《振动时效设备使用手册》中操作要求,在振前对工件进行多点扫频,并在扫频同时跟踪绘制振前工艺曲线及打印参数,综合所有扫频曲线对应的固有频率,找出有效消除工件关键部位应力的有效振型(以及对应的有效频率),直接对这些有效频率〔有效振型)时效,同时在线打印g-t曲线以观察时效进程,决定何时停机,然后再通过对该频率(振型)局部扫频和局部打印 。






















