金属用无机胶粘剂在阀座与阀体固定及密封中的应用
阐述了金属用无机胶粘剂在阀门阀座与阀体固定及密封粘接中的应用,介绍了氧化铜无机胶粘剂的性能及其在盘阀中的操作工艺和检测过程。
1、概述
近年来,随着国内石油、化工和电力建设项目的快速发展,对阀门的材料选择和结构设计等方面提出了更高的要求。其中,化工行业的阀门逐步向着大口径、高温高压、防腐蚀及耐冲刷等要求设计和制造,特别是部分特殊工位的耐磨阀门要求全寿命动作次数已在10 万次以上。以煤化工行业的煤锁斗、渣锁斗等工况使用的阀门为例,其密封面长期处于介质环境中,受到介质的腐蚀、介质中的固体颗粒( 硬质点硬度高达约50HRC) 对密封面的持续冲刷,同时还存在着介质压力及密封比压作用下的密封副之间的磨损,工况条件相当恶劣。为提高密封面的抗腐蚀、抗冲刷、抗磨损等性能,部分阀门的阀瓣及阀座材料选用了整体烧结硬质合金。真空技术网(http://www.chvacuum.com/)认为其硬度高达90HRA,优异的耐磨、耐腐蚀及耐冲刷性能完全满足使用要求。但整体烧结硬质合金阀座与阀体之间的固定和密封方式却存在一定的难度。
2、分析
硬质合金与普通钢阀座与阀体的固定和密封方式的连接一般为铜焊和机械式固定,但两种方案均有一定的局限性。机械固定其零件多,结构复杂,加工及装配难度都较高,并且在高温工况下,作为机械固定中常用的螺纹结构并不可靠,容易出现松脱、失效的现象。而铜焊虽然强度高,结构紧凑,零部件少,但被焊接两工件都要采用焊枪加热,且焊料合金的加热最低流动温度一般不低于618℃。因而,高温对阀座与阀体施焊部位带来的变形对于阀门密封性能的影响不可忽视。这种情况下,能够成功的使用胶粘剂实现阀座与阀体的固定及密封就显得尤为重要。
2.1、粘接的基本原理
粘接是一个复杂的物理、化学过程。粘接力的产生,不仅取决于胶粘剂和被粘物表面结构与状态,而且和粘接过程的工艺条件密切相关。粘接力的来源也是多方面的。①存在于原子(或离子) 之间的化学键的作用。②分子间的作用力。③金属被粘接物与高分子胶粘剂之间的界面静电引力。④作为有效改善粘接效果的被粘接面机械作用力。
2.2、无机胶粘剂的选择
阀门使用温度范围广,有机胶粘剂耐热性能非常有限,即使高性能的芬杂环树脂胶粘剂也只能在200 ~400℃使用。相比有机胶粘剂,无机胶粘剂耐热性能更优异,已有耐温800℃ 以上的产品。无机胶粘剂具有不燃烧、耐高温及耐久性能等特点,可满足阀门防火、高温、高压及长寿命的工艺要求。其中无机胶粘剂包括硅酸盐类、磷酸盐类、氧化铜及常用金属用无机类胶粘剂配方。
2.3、氧化铜无机胶粘剂配方及性能
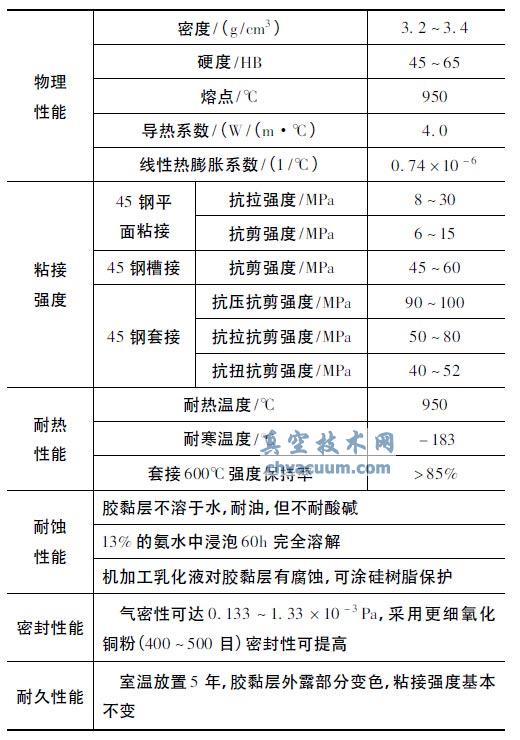
氧化铜无机胶粘剂(表1) 由浓缩磷酸、氧化铝及氧化铜粉构成。粘接过程的主要反应式为2H3PO4+3CuO→Cu3(PO4)2·3H2O
表1 氧化铜无机胶粘剂的性能
2.4、粘结接头形式与区别
金属粘接接头在使用中可能受到的力有拉力、剪切力及扭力,不均匀扯离力和剥离力等。根据受力情况,应有不同的粘接接头形式,但最基本的接头结构主要有平面粘接接头、槽接接头和套接接头(图1) 。平面粘接接头( 图1a) 粘接面积大,可以获得较高的粘接强度。槽接接头( 图1b) 其任何方向上的力均可分解为拉力和剪切力,因此也可获得较高的粘接强度。套接接头(图1c) 是将零件插入另一零件的孔内,由于套接接头在承受负荷时所受的作用力为纯剪力,其粘接面积大,因此强度很高。适用于圆管与圆棒等的粘接,但其胶粘层厚度均匀性不易控制,需要专用的操作工装来保证两零件中心位置的同轴度,进而保证胶粘剂在粘接面的均匀度以提高粘接质量与强度。
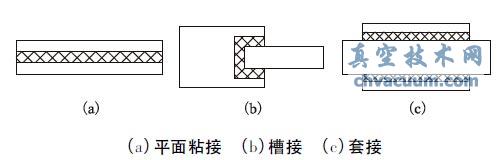
图1 接头结构
2.5、影响胶粘剂粘接强度的因素
在实际应用过程中,有许多因素影响无机胶粘剂粘接强度。
①表面粗糙度及表面处理。被粘物表面的粗糙程度决定了机械粘接力,机械粘接力是通过加强湿润及吸附作用而得到的。被粘物表面增加粗糙度等于增加表面积。实验证明,粘接表面糙化增大了实际面积,有利于粘接强度的提高。
②胶黏层固化过程中因体积收缩而产生的内应力。当内应力超过粘接应力时,粘接强度就会显著下降,胶黏层便可能失效。
③由于胶粘层与被粘物的热膨胀系数不同,在受热或冷却时产生的冷热应力。通过改变固化工艺( 采用逐步升温或缓慢冷却等方式) 以及选择热膨胀系数接近被粘物的胶粘剂来减少冷热应力对胶黏层粘结力的影响。
④环境的作用。被粘物表面是否洁净,粘接环境的湿度、温度等因素可能对粘接带来的不利影响。
⑤胶粘层固化时的附加压力及其厚度。在粘接时,向粘接面施加一定的压力,使胶粘剂更容易充满被粘接表面的微小孔洞甚至微观的毛细管,减少局部粘接缺陷。另外,胶粘层的厚度也影响其粘接的强度。
⑥其他化学因素的不利影响。考虑到胶粘剂的成分及在不同工况下可能存在的局限性,需要在胶粘剂选择初期就做出相对合理的判断。
3、应用
近年来,越来越多的耐磨阀门在阀芯的选择上采用了整体烧结硬质合金加工。盘阀作为近几年在耐磨行业兴起的新型阀门,其阀芯也正是由于采用了整体烧结硬质合金加工而使其具有优异的耐磨损、耐冲刷及耐腐蚀性能。盘阀口径大,压力高,安全性能要求高。其阀体与阀座之间就采用了套接的结构形式使用氧化铜胶粘剂实现粘接连接。
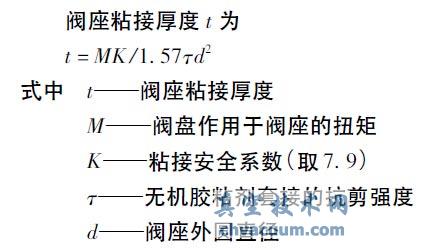
3.1、阀座粘接厚度
盘阀阀芯结构如图2,采用胶粘剂粘接对阀座的厚度进行校核。
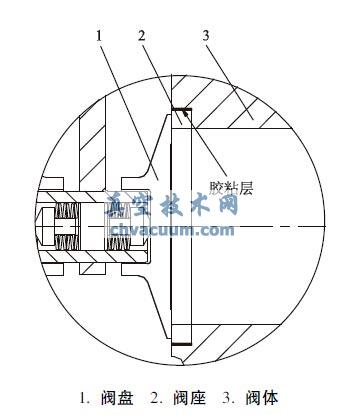
图2 盘阀阀芯
3.2、涂胶量及间隙的控制
涂胶量直接关系到胶黏层的厚度,其厚度又决定了胶黏层的粘接强度(图3) 。
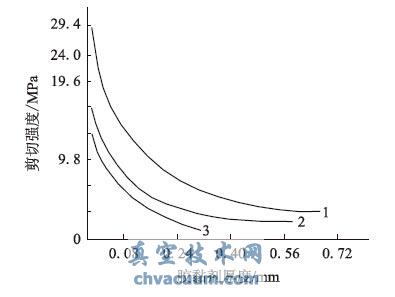
图3 胶粘剂厚度对粘接强度的影响
胶层太厚,粘接强度急剧降低。而对于不同膨胀系数材料的粘接,胶层太薄,容易产生形变应力。此外,胶黏剂层太薄也容易导致局部缺胶,影响粘接质量和强度。胶黏层厚度控制在0.08 ~0.15mm 为宜。
3.3、粘接工艺
盘阀阀座与阀体近似套接接头的粘接工艺。
①机械处理。为增大粘接面积,用砂纸或钢丝刷对被粘接面进行毛化处理,以表面粗糙度Ra = 12.5 ~25μm 为宜。
②脱脂处理。可采用汽油、乙醇、丙酮或甲苯等对零件被粘接表面进行去油、除锈和风干等处理。
③配胶。根据所选胶粘剂规定的比例调配,当次使用有剩余时不能留作后续使用。
④涂胶。将调配的胶粘剂均匀涂抹于阀座槽侧面及底部角落。
⑤压入阀座。缓慢旋转将阀座压入阀体,要求胶粘剂从阀座外圆周圈均有溢出,表明套接面已全部覆盖,在胶粘剂固化前清除溢出的余胶。
⑥固化。对粘接面进行持续施力(0.03 ~0.2MPa) ,固化温度以80 ~100℃阶梯控制,固化时间以不少于24h 为宜。
3.4、粘接检验
常用的检测手段有目测法、敲击法和加压测试法。目测法是观测粘接表面是否有裂纹、裂缝以及局部缺胶的现象。敲击法是对固化后的粘接表面轻轻敲击,用声音进行判别,一般清脆的声音较相对低沉的声音粘接强度要高。加压测试法是设计专用工装,对粘接层进行0. 6MPa 的低压气密性测试,保压一定时间后,如无气泡渗出,则合格。
3.5、粘接- 机械连接并用的连接方式
套接连接虽然具有很高的拉伸、剪切和抗疲劳强度,但剥离强度和不均匀扯离强度较低。因此,采用机械连接解决了接头不均匀扯离强度低的问题,采用了胶粘剂又解决了应力集中的问题,这种粘接接头与螺栓同时应用的形式已经在盘阀中获得了广泛的应用。
4、结语
随着胶粘剂工业的发展,粘接技术已广泛应用于机械工具、设备制造和维修、阀门制造及纺织机械制造等多个领域。其主要优点为成本低,生产效率高,简化了部分产品的结构以及加工工艺,节省了金属材料以及劳动力,可较容易的实现修旧利废,降低维修费用。因此,粘接技术在阀门行业的发展颇具有实用价值和经济效益。





















