箭体充气阀密封性能量化分析
借鉴垫片密封及阀座密封比压原理,从力学角度建立了阀门漏率计算公式。以有限元方法建立了阀门漏率计算模型,实现了阀门漏率的初步量化分析和计算。通过分析充气阀阀座结构尺寸对阀门密封性能的影响,证明在保证阀门非金属密封面无损坏的前提下,阀座密封面半径越小越有利于阀门密封。
1、概述
阀门是火箭增压输送系统重要元件,其工作环境恶劣( 较高的随机振动量级,以及较宽的范围) ,密封性能要求严格( 高压和低压均要求较高的密封) 。由于增压输送系统的多次故障与阀门的阀座与阀瓣组成的密封副漏率超标直接相关,因此研究阀座结构尺寸对阀门密封性能的影响对提高阀门密封性能及增压输送系统可靠性具有重要的意义。阀门密封副设计时( 不仅仅是结构设计) 主要使用经验公式计算主要技术参数,再通过试验进行验证和修改完善,真空技术网(http://www.chvacuum.com/)认为这种方法研制周期长,效率低,不利于新型阀门的设计。本文将基于理论分析建立阀门漏率计算模型,并基于有限元分析软件,分析阀座结构尺寸对密封性能的影响。
2、分析
目前普遍将密封比压作为密封优劣的判断标准。但是对于阀座为金属弧形密封面与阀瓣为金属镶嵌非金属材料密封面组成的密封副,其密封压力具有非线性,且沿阀瓣径向密封压力分布梯度较大,无法用现行的理论公式统一处理。对于密封漏率计算,垫片的漏率计算已经取得了一定的进展,本文拟参考垫片漏率的计算公式,建立阀座漏率计算的量化模型。
垫片密封的漏率计算公式为
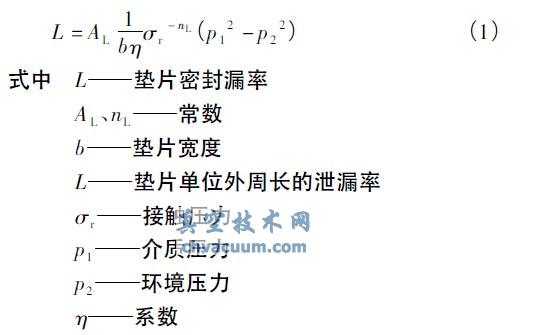
将阀座密封实际情况与垫片的漏率计算公式进行对比,阀座的漏率计算与垫片的漏率计算公式相近,即与最大接触压力成反比,与密封面两侧压力的平方差成正比。由此得到阀座密封漏率的近似关系为

式(1) 计算得到的垫片密封漏率与式(2) 得到的阀门密封副漏率的变化趋势一致( 公式的准确性还需大量的试验数据进行验证) 。基于式(1) 和传统的密封比压设计理论,可以将对阀门密封性能的研究转化为对阀座密封结构最大接触压力的研究,而密封结构的最大接触压力及密封比压可以通过有限元软件对其进行量化分析。
3、有限元力学模型
在目前常用的密封结构中,阀座基体为金属材料,阀瓣密封面为非金属材料。建模时,将金属材料结构看作刚体,可以减少计算量。另外,阀瓣为回转体,其载荷和边界条件是轴对称结构,其等效后的力学模型如图1 所示,有限元模型如图2 所示。非金属材料性能参考F46 压缩试验数据(图3) 。
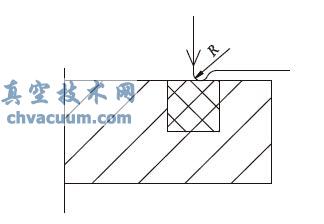
图1 等效阀瓣轴对称力学模型
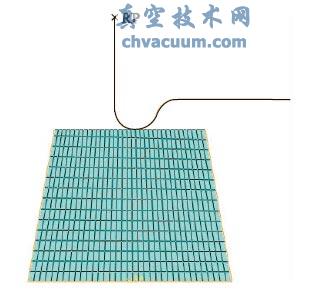
图2 阀瓣密封结构的有限元模型
4、载荷工况
充气阀位于箭体贮箱气瓶的入口端管路上,用于开通或切断气瓶的充、放气管路。正常工况时,阀门上和手柄相连的顶杆不接触活塞端面,阀门处于常闭状态。阀门的打开靠入口气压或转动手柄借以顶杆顶开活塞。当泄去入口气压或退回顶杆,阀门依靠弹簧力关闭密封。充气阀阀座密封结构的载荷加载过程为先逐渐加压至最大压力,然后逐渐卸载至最低压力( 即保压密封阶段) ,其加载和卸载的过程中,最大接触应力的位置不断变化,其具体值也随时间不断变化(图4 ) 。以阀座密封面半径R =0.35mm 为例进行计算分析( 图5 ~图8) 。
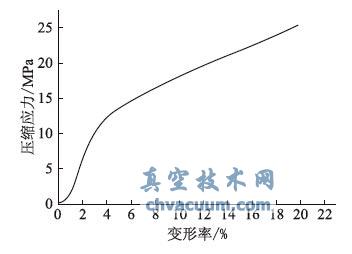
图3 F46 常温压缩试验应力应变曲线
由结果可知,当R = 0.35 时,在介质压力达到最大压力之前,阀瓣镶嵌的非金属密封面因变形过大,由ABAQUS 软件进行的计算自动终止,这表示非金属密封件在介质压力未达到最大之前就发生了损坏( 导致非金属密封件损坏的气体压力约为30MPa) 。由图5 和图6 可知,阀座密封面接触的阀瓣非金属密封件受到的mises 应力和接触应力相对较大,当介质压力达到一定程度时,非金属密封件的中间部位( 与阀座密封面接触的部位) 有可能发生开裂。另外F46 材料较软,当介质压力较高时,非金属发生流动,部分被挤出密封槽。
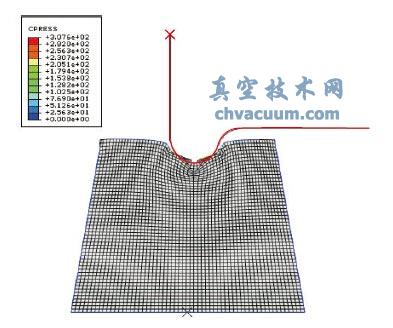
图4 阀瓣密封结构最大接触压力分布
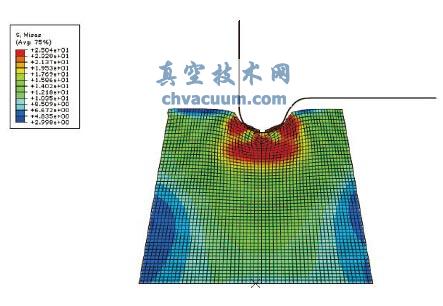
图5 阀瓣密封结构mises 压力分布
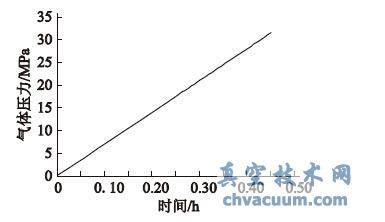
图6 介质压力随加载时间的变化
由图7 和图8 可知,当介质压力增大时,接触压力急剧增大,而密封比压经历一段降低后,出现上下的浮动。这是由于接触压力增大的同时,气体压力也在增长。在一定的压力范围内,充气阀介质压力越高越容易密封。根据密封比压的基本理论,密封比压越大,密封越好,这种理论与计算结果是相互矛盾的,这也证明了仅靠密封比压计算阀门密封性是不科学的。
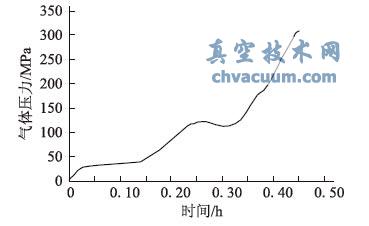
图7 最大接触压力随加载时间的变化
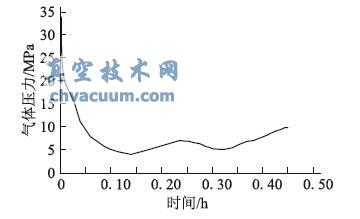
图8 密封比压随加载时间的变化
5、阀座不同半径密封面的性能
将阀座密封面半径R = 0.35mm、R = 0.45mm和R = 0.55mm 的密封结果进行分析(图9和图10)可知,R 越小,其密封比压和最大接触压力就越大,从理论上来说其密封性能就越好,但是非金属材料的变形有一定的极限,当R 过小时,非金属材料会过早发生破坏,多次使用后,不利于密封。所以对R和介质压力要进行综合考虑,既要保证非金属不破坏,又要保证阀瓣的密封性能。
由实际的使用情况可知,当介质压力达到35MPa 时,R = 0.35mm 时,阀瓣的非金属件虽然出现了较大的压痕,但密封仍能满足要求。这与计算结果并不完全吻合。因为非金属材料热压之后,与金属之间有较大的粘接强度,粘接强度甚至大于材料本身的抗压强度,由于粘接强度的作用,限制了非金属的进一步变形,提高了其破坏强度。对于滚压收口工艺,密封槽的一侧经滚压后,对非金属有初始的向槽内的挤压力,与阀座对非金属的作用相反。
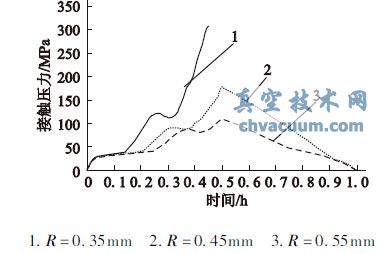
图9 不同阀座半径下最大接触压力随加载时间的变化
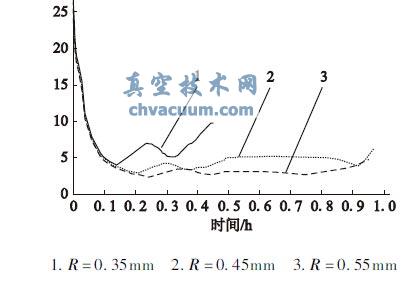
图10 不同阀座半径下密封比压随加载时间的变化
6、结语
从分析结果可知,非金属密封面与阀座密封面的接触宽度b 并不是常量,其随着加载时间不断变化,并且接触压力沿径向梯度较大。最大接触压力随加载时间的变化与非金属密封的实际工作情况接近。综合以上因素,本文提供阀门漏率的计算方法更接近实际,误差更小,在保证阀门非金属密封面没有破坏的前提下,阀座半径越小越有利于阀门密封。





















