基于CAD/CAM技术的调压阀阀体虚拟加工仿真
金杯汽车调压阀是金杯汽车制动系统最重要元部件之一,该零件的主要功能是能自动调节制动系统的工作压力,防止气路过载,并能向汽车轮胎充气。在金杯汽车通向后轮的制动管路中装有该调压阀,这样可使通往后轮制动器的压力随着载荷的变化而得到调整,使制动力的分配更趋于理想状态,保证了前轮总比后轮先抱死,提高制动稳定性,同时在车内载荷变化的情况下也能向汽车轮胎充气。一旦该阀不能正常工作,汽车制动系统得不到保证,人的生命安全将面临巨大威胁,因此如何保证调压阀阀体的加工精度显得尤为关键。本文基于ro-E软件CAD/CAM模块分别对其进行三维造型与虚拟加工过程仿真,仿真结果为改进调压阀阀体的加工工艺与提高阀体的加工精度提供一定的技术支持。
1 、调压阀结构
金杯汽车调压阀主要由调压阀阀体及设于阀体上方的阀盖组成。阀体内设有阀芯和阀芯套,阀芯上设有一个密封垫圈,阀芯内设有调压弹簧座和调压弹簧,阀芯套外从上到下依次设有弹簧、弹簧座、Y形密封圈。在阀体上还设有进气口和出气口,在底部设有排气口,排气口上设有调节螺钉、防尘罩和防尘膜片。阀盖形似一块正方形钢板,中间设有一个圆锥形凸台,周边设有呈矩形分布的4个装配小孔。零件结构如图1所示。
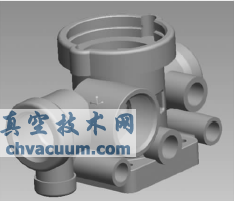
图1 调压阀三维实体
调压阀技术参数:
介质 空气
环境温度/℃: -40~+100
介质温度℃ -40~+150
安全开启压力/MPa 1.2+0.20
压力调节范围/MPa 0.06+0.40
切断压力/MPa 780~810
最大允许压力/MPa ≤2.5
2、阀体加工工艺分析
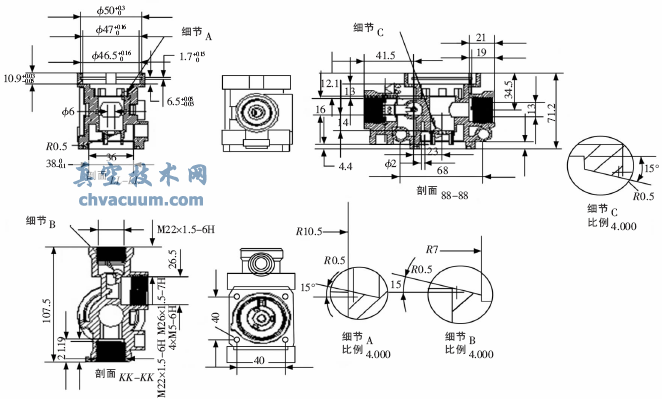
图2 金杯调压阀平面图
从图2可以看出,零件所要加工部位明确,几何元素之间关系描述清楚完整。阀体所要加工的部位:进气孔为M22×1.5-7H深19mm的螺纹以及深21mm的底孔。出气孔为M26×1.5-6H深16mm的螺纹、深为22mm底孔、C1倒角。单向阀为M22×1.5-7H深15mm螺纹、60°宽2mm凹槽、深26.5mm内表面,15°凸台面以及R0.4倒角,表面粗糙度要求较高Ra1.6。调压面为15°凸面。调压阀端面有φ50mm槽、φ47mm、φ46.5mm内孔、15°凸台面、(10.9±0.05)mm内端面以及φ21mm、φ20mm内孔。卸压面端面有φ38mm内孔、4.4mm内端面、15°内凸台面以及φ6mm孔。其中装配表面的加工精度要求较高Ra1.6,需要使用金刚刀,其余表面粗糙度为Ra3.2,可选用硬质合金刀进行加工。
3、虚拟加工过程仿真
(1)制造模型
调压阀阀体制造模型即坯体为一铸件,外表面除空间6个平面的平面度要求外,其余表面无尺寸与表面粗糙度要求,阀体内部尺寸配合精度要求较高,虚拟加工过程主要涉及阀内成型面的精加工、曲面加工、腔槽加工、孔加工以及内螺纹的加工,阀体制造模型如图3所示。
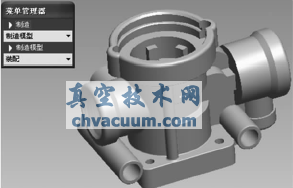
图3 制造模型
(2)加工工序与过程仿真
阀体6个加工面分别称为顶面、底面、前面、后面、左面、右面。其中底面加工分3道工序:平面加工、孔加工和成型面加工。注意在刀具的选择上,刀尖半径需小于最小过渡圆弧曲率半径,刀具轨迹与仿真过程如图4。前面只有平面加工一道工序,后面加工分别为平面加工和型腔加工二道工序,刀具轨迹如图5。上面只有腔槽加工,左-右面加工分别为内孔精加工与内螺纹加工,仿真过程如图6。
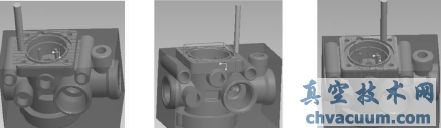
(a)平面 (b)孔 (c)型腔
图4 底面加工过程仿真

(a)平面 (b)平面 (c)型腔
图5 前-后面加工过程仿真

(a)腔槽 (b)内螺纹 (c)内螺纹
图6 顶-左-右面加工过程仿真
4、结语
金杯汽车调压阀阀体加工工序较多,成型面加工精度要求较高,本文主要通过对阀体6个成型面9道工序的虚拟仿真加工,并结合零件的数控加工工艺,较好地解决了实际加工过程中基准多,加工精度差的诸多问题,大大缩短了产品的生产周期,提高了产品的加工质量。







