影响真空系统的因素——烘烤
2015-05-05 真空技术网 真空技术网整理
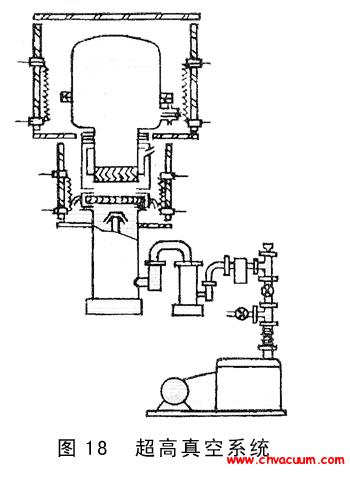
烘烤为实现超高真空范围 (<10-8 hPa) 内的压力,必须满足以下条件:
真空泵的极限真空度应该低于所需极限压力的10 倍。
真空室和部件所使用的材料必须针对最小出气量进行优化,并且具有适当的表面处理等级。
应该使用金属密封件(例如,CF法兰连接或 ISO 法兰标准的 Helicoflex 密封件)。
清洁工作是超高真空所必须,即:所有部件必须在安装前彻底清洁并必须佩带无油脂手套进行安装。
设备和高真空泵必须进行烘烤。
在启动加热器之前,必须避免并排除泄漏。为此,必须使用氦气检漏仪或四极杆质谱仪。
烘烤显著增加解吸率和扩散率,而且这会导致抽吸时间大大缩短。作为制造工艺的最后一个步骤,UHV 用途的腔室可在温度高达 900 °C 时进行退化。后续烘烤温 可能达到300 °C。泵制造商有关高真空泵法兰最高烘烤温度的说明通常将作业中的最高温度限制为 120 °C。如果在真空设备中使用热源(例如,辐射加热),则不得超过允许的辐射功率。
设备在安装完毕后投入运行。在达到 10-5 hPa 的压力后,开启加热器。在加热过程中,以 10 小时的间隔对真空计进行操作并脱气。如果使用具有适当表面处理等级的不锈钢容器和金属密封件,120°C 的烘烤温度和约 48 小时的加热时间足以达到 10- 10 hPa 的压力范围。
烘烤应该持续,直至达到预期极限压力的 100 倍。然后关闭泵和真空室的加热器。在冷却后,很可能会实现所需的极限压力。在压力低于 5 · 10-10 hPa 且内表面积较大时,将有利于使用气体结合泵(钛升华泵),该泵以高体积流量抽出从金属中逸出的氢气。