高真空多层绝热抽真空工艺研究现状与发展
通过分析影响真空度的主要因素及其影响规律,针对不同的影响因素提出了各自有利真空获取和维持的解决方案,并将各措施具体地与抽真空工艺过程控制各环节相匹配,从而制定出较为科学的现行抽真空工艺流程。通过剖析现有工艺的局限性和研究成果,对抽真空工艺的现状、发展趋势提出建议。
1、引言
随着低温绝热储运行业的发展日趋成熟,对影响低温绝热贮运的各项研究也蓬勃开展起来。低温绝热主要分堆积绝热、真空粉末(纤维)绝热、高真空多层绝热和高真空多屏绝热几种绝热形式。其中高真空多层绝热因绝热性能好、工艺简便获得青睐,在小型低温绝热容器,乃至低温槽车等领域广泛运用,并具有逐步扩大应用领域的趋势。
在影响多层绝热性能的诸多因素中,真空度起到十分关键的作用。研究表明,当真空度较低即P > 10Pa时,真空度变化对热导率的影响不大;当真空度为10 - 10- 2 Pa区间,随着真空度的提高,热导率急速下降;当真空度优于10-3 Pa时,热导率趋近恒定值。因此,一般夹层的表观真空度要优于10- 2 Pa,多层绝热才能充分发挥效果,达到良好的绝热目的,如图1所示。
获取好的真空度成为制造优质高真空多层绝热容器的关键之一,这就对抽真空工艺提出了苛刻的要求。抽真空过程不仅要求对夹层结构及内部各材料的物性和功能有全面的认识和理解,还要求确保工艺本身的科学性及稳定性。分析了影响真空的主要因素,就目前的抽真空工艺现状进行了阐述,通过剖析现有工艺的局限性和研究成果,对抽真空工艺的发展提出了新看法。
图1 多层绝热的表观真空度与有效热导率的关系
2、影响真空的主要因素
2.1、多层绝热材料
在高真空多层绝热系统中,多层绝热材料多采反射材料与间隔物相交替的组合方式。反射材料大多采用高反射率的镀铝薄膜等,充分利用其高反射率来减少辐射传热。而间隔物则用热导率小的材料如尼龙网、玻璃纤维等,以增大接触热阻。同时还可将绝热材料波纹化形成多层膜。或以涤纶薄膜为基体,一面镀铝作为反射层,另一面涂以热导率小的颗粒状无机物SiO2 作为屏间隔物,以减小固体导热,以上方法从不同程度上都能提高了绝热性能。
多层绝热材料的缠绕和包扎对抽真空的影响十分明显。层数及密度过少不利于绝热性能,但层数及密度的增加会造成抽真空阻力的增大,层间气体不易被抽走,亦会由于层间真空度不佳而影响绝热性能。常用的缠绕方法有两种,其一是“螺旋”式缠绕法,其二是“筒体竹节”式缠绕法,真空技术网曾经有一文中对第一种方法给出了详细描述。无论采用何种方法,都要求包扎均匀,并控制理想的层密度。
抽真空前的多层绝热材料应进行规模化干燥处理。目的是除去材料中的水分,脱除材料生产过程中附着的油脂、蜡、碱等影响抽空的物质,加快材料放气,缩短将来的抽空时间。将经烘烤反射材料的放气特性与未烘烤前进行实验比较后,得出材料经烘烤后更容易抽至高真空,提高层间真空度。
2.2、筒体漏放气
除了筒体自身会和多层绝热材料一样发生放气现象外,通过筒体的漏气速率对真空度的影响也不可忽视。通过筒体漏入的气体主要是空气,尽管其中含有少量的He, Ne, H2 , 但这些气体都极不易被吸附。空气主要通过焊缝和各与夹层连通的密封结构等渠道进入夹层。因而在抽真空前,必须检漏,确保真空夹层具有优良的密封性,从源头上杜绝筒体漏气对真空度的影响。
2.3、吸附剂
再好的绝热容器也不可避免地存在一定程度上的材料和筒体漏放气。使用吸附剂对于获得并保持夹层在低温下的真空度起到重要作用。夹层真空度寿命在很大程度上取决于吸附剂的特性、装入量及其作用是否充分发挥。活性碳和5A 分子筛是低温绝热真空夹层中常用的两种吸附剂,国内外许多学者给出了两者在低温低压下吸附N2、O2、Ar, H2、He、Ne等气体的吸附等文献。N2、O2、Ar是空气的主要成分,He、Ne在空气中含量极少,但对高真空多层绝热的危害不容忽视; H2 则是夹层放气的主要组分。在漏气(N2、O2、Ar)和材料放气(主要是H2 )的两个因素中,考虑到现有吸附剂在液氧、液氮温度下不能吸附H2(吸附容量极小) ,目前常采用吸H2 剂(例如一氧化钯)。
3、现行的主要抽真空工艺
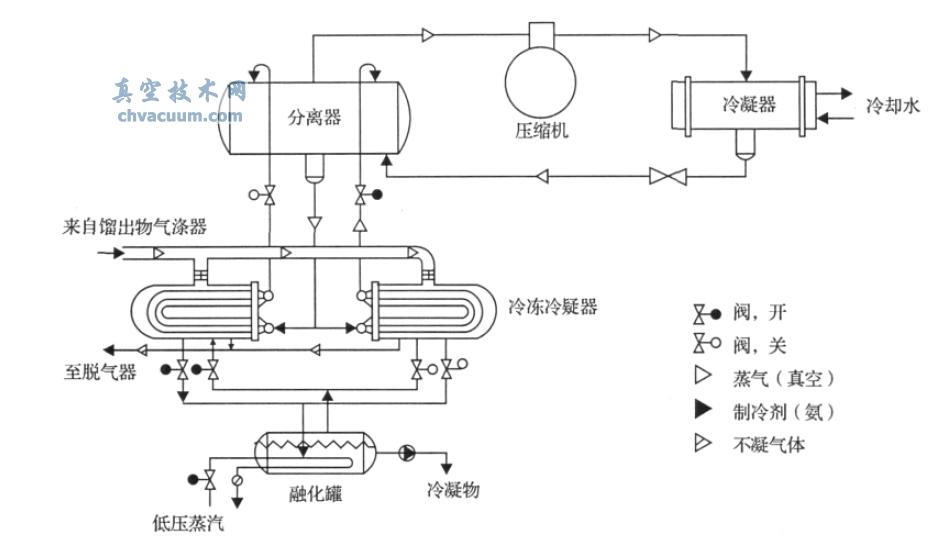
目前,低温高真空多层绝热容器主要采取加热和置换相结合的抽真空工艺。图2给出了一套抽真空工艺流程。从中不难看出加热炉I用来对绝热容器进行加热,而加热炉II和III则用来加热置换气体,置换气体选用氮气。
图2 抽真空工艺流程示意图(范例)
3.1、抽真空工艺对设备的基本要求
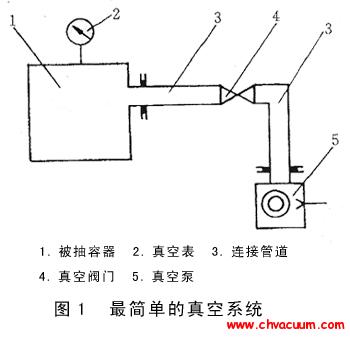
抽真空系统一般由抽空工装、抽空装置、真空测量、温度测量和控制等组件组成。抽空装置一半包括抽气管路、阀门、真空泵或真空机组等。真空测量主要指真空计。对于主泵和前级泵的选配主要根据所需抽速和时间来选取。抽真空涉及的管路所用材料应满足以下条件:
(1)气密性好;
(2)内部表面吸气量尽量少,若有吸气应易于除气;
(3)化学性能稳定;
(4)热稳定性好;
(5)避免能储气的死角。
3.2、夹层加热
加热可以活化吸附剂,释放被吸附剂吸附的残余气体。在高温下,气体的分子动能加强,有利于被抽吸。同时高温加速了材料的放气速率,为日后真空度的维持提供了保障。对夹层的加热可通过两种途径实现:外加热和内加热方式。图2中所选用的为外加热方式。外加热方式通常在绝热容器外筒体上包裹加热毯,而内加热方式则是向内容器内放入加热棒。两种方式都无法直接加热内容器壁面和夹层多层绝热材料。通常多层绝热材料贴附在内筒体外壁面上,当夹层压力较低时,外筒体壁面经过夹层传递到绝热材料上的热量很少,主要通过辐射换热。相比较,采用内加热时,内容器内受热气体与内壁面对流换热,再经由固体导热将热量传递给绝热材料,这种方式加热更为直接。对内加热抽空方式的容器内筒体进行了温度场测量,研究结果表明,尽管内部气体温度分层十分明显,但内筒体受热较为均匀,这也就意味绝热材料受热均匀。
实践证明,在抽真空过程中加热,升高材料的温度是加速材料表面出气、缩短排气时间的最有效的方法。但真空绝热容器的加热不能过高,因为绝热材料、容器中的一些钎焊件,以及一些密封元件等不能经受高的温度。通常,镀铝涤纶薄膜在空气环境下的加热温度不能高于100 ℃,在真空或氮气气氛中的加热温度以小于150 ℃为宜。可见,高真空多层绝热低温容器的加热温度不能高于150 ℃。因而有必要制定合适的加热方法,以提高容器的抽气质量和缩短抽气时间。
抽真空过程开始前,应使容器夹层空间所有元件(构成夹层空间的器壁表面、吸附剂、玻璃纱、镀铝薄膜以及玻璃布) ,最均衡地加热到可能的最高温度,并且要在整个抽空过程中维持这个温度。这就是在抽空前要实行预热。假若是在抽空过程中将夹层空间的元件加热到给定的温度,则要费很长的时间才能达到所需温度,因为随着真空度提高,绝热性能改善,普通双层容器即变成杜瓦容器 。
3.3、夹层置换
在多层绝热材料中吸附了大量的不凝性气体,这些气体的不断释放会使绝热空间的真空变恶劣,并使绝热性能降低。由于这些气体也不易被吸附剂吸附,只有通过抽离夹层空间才能确保维持夹层真空度。通过通入大量干燥高纯度易冷凝或易吸附气体进行置换可实现该目的。目前常用的高纯度干燥气体为CO2 和N2。
CO2 冷凝真空是向真空夹层中充入常压CO2 ,在低温工作时CO2 冷凝结霜以获得真空的一种方法。早在20世纪60年代,美国国家标准局进行了冷凝真空的试验研究,认为CO2、SO2 和NO是3种较为适用的气体,最后选用CO2 作为冷凝真空用气体,因为CO2 易于获得相当纯的状态,价格低,无毒性,其窒息性低于SO2 和NO。除了CO2 外,高纯度干燥N2也是常用的置换气体。高纯度干燥N2 造价低,易于获取,且对环境无害,同时,在低温环境下,吸附剂可大量吸附N2 ,从而维持真空度。
在向夹层空间通入置换气体时,应注意以下几点:
(1)置换气体必须相当干燥(如干燥的高纯氮气、高纯度二氧化碳气等) ;
(2)置换气体放进绝热腔时速度要缓慢,否则容易会冲坏多层绝热材料而恶化绝热性能;
(3)尽可能采用经加热的气体进行置换,这样既可以防止水汽生成,又可以进一步活化吸附剂;
(4)通入置换气体后,应关闭各阀门,停止抽真空一段时间,使得夹层内充分换热及置换。研究表明, CO2 置换抽真空方法的抽真空时间虽然较长,但在日蒸发率、冷态真空度和日蒸发率这几个方面的表现都优于单纯的抽真空方法。配合加热环节后,能缩短抽空时间。
4、抽真空工艺总结与展望
抽真空工艺的好坏直接影响真空度的获得与维持。现行的抽真空工艺利用加热与置换相结合的方式,可以较好较快地实现高真空,但在应用上也存在一定的局限性。
(1)加热方式的选择。对于小型立式低温绝热容器,可以采用推荐的内加热抽真空工艺,但对于卧式储罐或大型低温容器,主要采用外加热方式,若采用合理的内筒内管路布置,同样可以采用内加热抽空。
(2)夹层温度的控制。夹层吸附剂除气温度越高越容易活化,而过高的温度对容器钎焊部分以及多层绝热材料的性能都不利,因而选取理想的加热最高温度很关键。其次,目前对夹层内的温度难以监控,无法判定夹层实际温度,所以在加热时如何控制确保夹层温度恒定及加热气体的流场分布处于合理状态也是日后研究的一个方向。
(3)抽真空工艺的规模化设计。在低温绝热容器批量生产流水线上,要实现规模化抽真空工艺,则要求对工艺流程进行合理设计,包括置换气体加热系统、气体流量控制系统、夹层加热系统等的规划。随着对真空理论的完善和对抽真空工艺认识的深入,工艺中现有的问题和限制会随着理论和经验的积累逐步得到解决和完善,进一步解决低温压力容器制造过程中抽真空的瓶颈问题和降低抽空过程的能耗。