骨架密封圈压入、脱出力测定方法的研究
该文研究了一种骨架密封圈压入及脱出力的试验方法,测定方法是在一定的温度条件下,密封圈在带有测力装置的试验机的作用下,以一定的速度运动设定的位移以使密封圈压入腔体或从腔体中脱出,并得到位移-力曲线和最大力值。此方法规定了骨架密封圈压入、脱出力试验方法,适应于内包骨架、外露骨架及装配式骨架密封圈压入、脱出力的性能评价。
概述
在汽车用骨架密封圈的实际使用中,有时因密封圈外径和安装座孔配合过盈量过大,密封圈在被压入装配座孔中造成装配力过大,产品外圆出现压偏、卡住、啃伤、橡胶挤出、变形等异常,造成装配失效。有时因密封圈外径和安装座孔配合过盈量小,或因安装座孔材料热膨胀系数大、密封腔内压异常,或在使用中受到振动等因素的影响,真空技术网(http://www.chvacuum.com/)认为易造成密封圈从装配孔中脱出失效而漏油,进而污染空气。
为有效地验证骨架密封圈装配尺寸与用户安装座孔配合状态的合理性,需要一种骨架密封圈压入及脱出力的试验方法,从而避免骨架密封圈与安装座孔的配合过盈量过大或者过小等因素所导致的骨架密封圈变形损坏或者脱落失效,提高骨架密封圈的使用寿命。
1、采用的测量装置及试验工装
本测定方法,试验装置采用电子式万能试验机或电子式拉力试验机,通过对测量装置操作台面装置的测量,设计并制作了测试件所需压入、脱出力试验用垫块、压块及腔体工装,如图1所示。对测试件的压入力、脱出力等采取计算机数据采集。从而得到试验结果数据或图形,然后再通过微处理器的显示器显示,或通过微处理器的输出口向外部存储设备进行数据输出及保存。
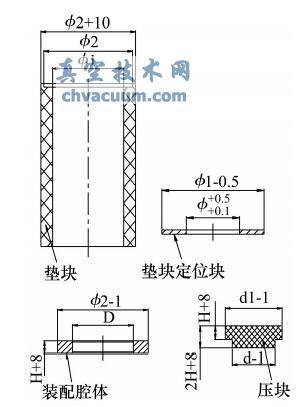
图1 试验工装
2、骨架密封圈压入力及脱出力的测定方法
本测定方法是在采用电脑系统拉力试验机上进行,本机为AC伺服马达传动,经皮带及齿轮带动,使横担上升或下降,使试样密封圈经压入或压出装配腔体后的力由电脑系统分析力量感应器所得数据。其方法步骤、数据采集等电脑显示内容有:测试压入力、脱出力各输入有:试样密封圈规格、材料号、试样外径,试样高度,座孔内径、测试速度等,点击测试按钮测试压入力、脱出力,电脑自动记录试样压入力、脱出力测试数据、图形。
2.1、测试条件
我们取一定数量不同规格的被测骨架密封圈(油封),通过测定试验、分析,比较不同的试验速度、试验温度及外圆状态(涂油、干燥)下的压入力值、脱出力值,确定了被测密封圈的数量、试验条件和技术要求。
(1)每次的压入、脱出力试验测试,采用同一规格的骨架密封圈各不少于3件(指外圆在一种润滑方式下)进行测定,其外径尺寸及外观应符合图纸要求或相关技术标准。
(2)本测定方法是按《GB/T 2941 橡胶物理实验方法试样制备和调节通用程序》中规定的一种标准实验室温度、湿度下进行的。
(3)工装装配腔体内孔直径符合图纸要求的尺寸及公差,腔体材质适用于黑色金属或按要求的其它材料,表面粗糙度应符合图纸要求或按《GB/T 1031产品几何技术规范(GPS) 表面结构轮廓法表面粗糙度参数及其数值》中规定的不得超过Ra3.2μm,Rz12.5μm。
(4)压入时配合部润滑方式:
润滑方式1,压入试验前被测骨架密封圈外圆涂覆要求的润滑油;
润滑方式2,压入试验前被测骨架密封圈外圆保持干燥状态(不脱脂);
润滑方式3,压入试验前腔体涂覆要求的润滑油。
(5)压入及脱出时速度:本测定方法试验测试速度是在30~50mm/min范围内选择。
(6)脱出试验试样放置时间:
①标准室温脱出试验:骨架密封圈被压入腔体,在标准室温下放置规定时间后进行脱出力测试,规定时间可取10min±1min、20min±1min、30min±1min、60min±1min;
②高温脱出试验:骨架密封圈被压入腔体,在温度为其使用要求的最高工作温度的环境试验箱内保温1h后,从试验箱内取出在1min以内完成测试。
2.2、测试步骤
1)压入力试验测试步骤
(1)测试前准备。①把拉力机标点伸长计固定插销拉起,将标点伸长计推向左后方固定,使用专用把手卸掉拉力机上下夹具;②设定试验机上、下限安全保护装置位置,使下限设定钮在下限固定块上方2mm处,上限设定钮不动;③接通电源,打开仪器开启电脑,打开测试程序;④按住控制面板上升按钮,横担上升一定距离,使工装放置或取出时不接触到上夹具连接头;⑤放置工装、被测骨架密封圈。
依次放置垫块定位工装、垫块、装配腔体工装,上压缩夹具与工装中心应在一条直线上。如图2所示。将骨架密封圈水平放置在装配腔体内孔上方,压块放置在骨架密封圈上,密封圈应平稳、不倾斜。
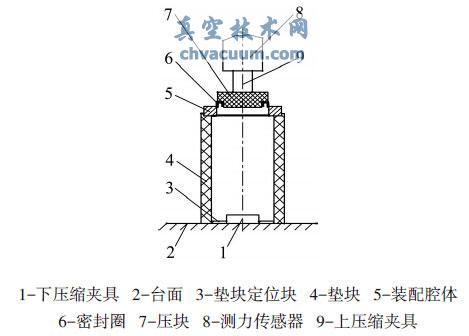
图2 工装、试样放置位置图
(2)程序设定,选择压缩测试。①试件规格:在材料名称栏输入试件规格、胶号,在试样宽度栏输入试件外径,在试件厚度栏输入试件高度,在line值栏输入座孔内径;②测试前:输入测试速度;③测试中:输入变形极限点值,此数值比试件高度大2mm。例:试件高度为10mm,那么变形极限点值为12mm;④点击测试按钮,测试压入力;⑤测试结束,自动记录试样压入试验数据、图形。
2)脱出力试验测试步骤
①将已经压入的试件及工装反过来放置在垫块上;②程序设定,选择压缩测试,重复与压入力测试的相同步骤,测试脱出力。
2.3、数据采集等电脑显示内容
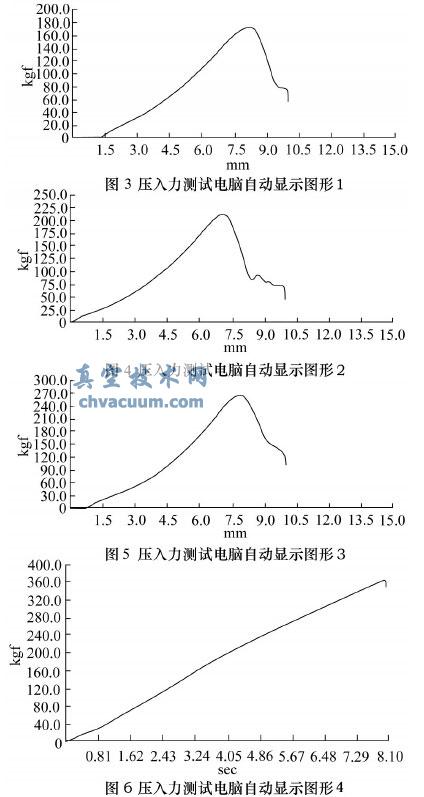
我们采用本测定方法,选用了两种规格的试件,做了压入力测试,其测试结果由电脑自动记录的试件压入力测试数据及图形,如表1及其所对应的图3~图6所示。
表1 压入力测试数据

3、骨架密封圈压入力及脱出力理论计算
按测定方法,对数种规格的密封圈进行了多轮试验测定验证。通过试验测定的密封圈压入力和脱出力值,结合查阅的技术资料,推出了被试验密封圈压入力、脱出力理论推算公式,且理论推算值与实测值相比,误差在可接受范围内。
4、结束语
骨架密封圈压入、脱出力试验测试方法的研究制定,有效地验证了骨架密封圈装配尺寸与用户安装座孔配合状态的合理性,从而避免骨架密封圈与安装座孔的配合过盈量过大或者过小等因素所导致的骨架密封圈变形损坏或者脱落失效。同时增强了设计人员对与产品配合设计的意识,协助用户提高对产品的装配稳定性和重要性的认识,提高骨架密封圈使用寿命具有重要意义,因此说,本试验测试方法是有效可行的。