浅析大型储罐罐底的焊接变形(3)
(2)先焊内侧环形角焊道,再焊完外侧环形角焊缝,以防止边缘板外侧翘起。
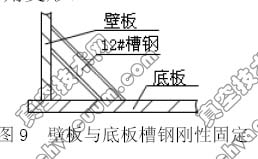
(3)在罐体内部,沿圆周N 等分,等分间距1~2m,在等分点上用12#槽钢以与底板成对45°夹角焊在壁板与边缘板之间,使壁板与边缘板成垂直刚性固定(图9),限定底板翘起变形,从而减少大角焊缝的角变形。
(4)反变形用的槽钢待大角焊缝冷却后再拆除,且在拆除前用大锤敲打一圈大角焊缝,以释放收缩应力、消除变形。
3.2.4、中幅板与边缘板的对接缝的工艺措施
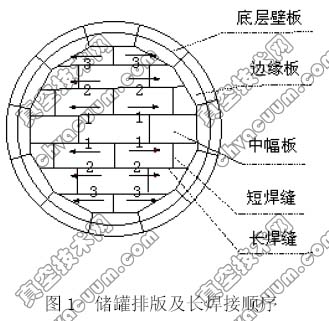
(1)底层壁板与罐底边板的角焊缝焊接完工后,再焊边缘板的内侧焊缝,最后焊边板与中板的连接缝。底层壁板与边板连接角焊缝的纵向收缩造成罐底周围边长的缩短而引起罐底边缘板径向收缩,该焊缝又是双面角焊缝,焊接截面大,焊缝长,焊接收缩变形大,通常收缩量为5~15mm,为了罐底边缘板自由收缩,中幅板不受限制,须按上述方法施焊,有效地控制了焊接应力及焊接的波浪变形,是底板施工中及其重要的一个环节。
(2)中幅板与边缘板的对接采用带垫板V 型对接焊,采用较大的对口间隙,这样利用较大的焊接收缩力来增加边缘板对中幅板的拉伸作用,能有效地平衡中幅板的焊接收缩力,使不利因素转为有利因素。
(3)中幅板与边缘板的对接缝按圆周均分N区,由N名焊工同时同向对称施焊,各区域内的焊缝采用分段退焊法或分段跳焊法施焊。
(4)中幅板与边缘板的对接缝焊接前,应除原有的固焊点和壁板与边缘板的刚性支撑,切除多余的中幅板,以便中幅板与边缘板能自由收缩。
3.2.5、其它的焊接工艺措施
(1)用CO2 气体保护焊来代替手工电弧焊,坡口角度小,焊缝载面尺寸小,焊速快,焊缝线能量小,焊接受热面小,变形和应力也相应减小,同时提高工效,缩短工期。
(2)在保证焊接质量的前提下,尽量采用较低的焊接电流,较小的坡口间隙和角度,较快的焊接速度。减少焊接截面积,降低焊接线能量,从而减少变形和应力。
(3)焊接后采用缓慢的冷却速度,使组织较均匀且细化,焊缝及热影响区产生较多塑性和韧性较好的组织,而减少淬硬组织,降低脆性,提高焊缝的机械性能,同时减少焊接应力和变形。
(4)施工环境温度要高,不宜在低温下操作,这样,组对和焊接时构件温差小,冷却速度慢,变形和应力也小。
(5)所有的焊工都要持证上岗。在同一种焊接工艺和施工条件下,其焊接速度要差不多,以便同速焊。
4、焊接变形的矫正
虽然采取设计和工艺的预防措施可减少焊接变形,但焊接变形是不可避免的,为了更有效地控制焊接变形,在焊接后可采用机械矫正法和火焰矫正法进行矫正。
4.1、机械矫正法
机械矫正法控制罐底变形的原理:利用外使受力部位产生冷塑性拉伸变形,将尺寸较短部位加以伸展,使之与尺寸较长部位相适应,从而恢复所要求的形状。罐底机械矫正的方法主要有沿着焊缝及其热影响区锻打的锤击法,锤击方向由外向内,锤击点由外到内逐渐减少,这样有利于伸长,反之,伸长受阻碍,底板越受锤击其变形越大。但在施工时要注意防冷脆而引起焊缝断裂。
4.2、火焰矫正法
火焰矫正法是对罐底的不均匀加热,产生热塑性压缩变形,使受热部位冷却后收缩,以抵消焊接变形。罐底火焰矫正方法主要有点状加热法和线状加热法,加热顺序由内向外,加热量应逐渐减少,有利于收缩,且符合外圈收缩量小内圈收缩量大的机理;加热温度控制在相变温度以上30℃~50℃,使收缩量最大,但过高的温度会钢材组织晶粒粗大,产生较大的残余应力,大大降低底板的力学性能和承载能力。
5、结论
通过实践证明,掌握储罐罐底的焊接变形和防止变形的机理,制定出合理的设计方案,运用合理的焊接工艺,焊后采取正确的矫正方法,可有效地控制大型储罐罐底的焊接变形,确保储罐制作质量,同时节约人力和物力,提高效益。