金属-玻璃管状封接方法与工艺
围封封接
围封封接为钨杆、钼杆、可伐杆等与线膨胀系数相近的玻璃封接的结构。封接前需将玻璃和金属杆进行清洗, 最好经过烧氢退火, 以去除应力和表面脱碳。为了保证封接质量,封接时一般先在杆上烧玻璃珠,其过程是:将内径略大于金属杆的玻璃套管切成适当的长度, 先用煤气加氧气的氧化焰均匀地烧金属杆,待金属杆上形成一层适当厚度的氧化层后,再将玻璃套管套在金属杆上, 用氧化火焰从玻璃管的一端向另外一端均匀地烧过去使玻璃管贴在金属杆上。此时钨呈金黄色,钼呈浅褐色,可伐呈鼠灰色,无氧铜则呈砖红色。如果金属杆过氧化或氧化不足, 封接后金属杆发白、发黑或呈金属本色, 而不能保持气密性。
烧好玻璃珠的金属杆可再与玻璃封接成单头或多头引线。若引出线数目特别多则可采用烧结法,即, 将膨胀系数与金属杆相匹配的玻璃磨成粉末,用120~150目筛过筛,所得细粉填入预先插有引出线的石墨模子中, 连同模子放进马弗炉中(也可采用高频炉等) 加热, 在800~ 900℃下维持5~ 10min,然后自然冷却即成。用烧结法制成的多引出线粉末芯柱同样具有良好的气密性。
管状封接
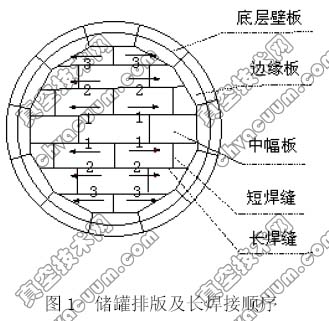
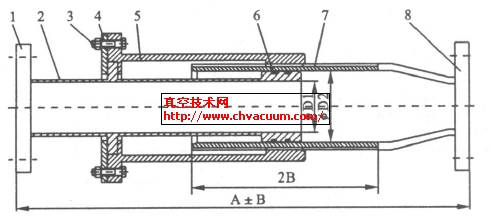
管状封接件的结构设计最常见的管状匹配封接是可伐管或可伐法兰接头与钼组玻璃管(DM 2305、DM 2308 等) 的封接(见图1)。其结构形式见图4。
这类封接的玻璃管直径与金属管的壁厚、玻璃管壁厚和贴边长度之间都有一定的关系, 详见表1。
表1 管状匹配封接的尺寸要求
最常用的管状不匹配封接是无氧铜管(线膨胀系数为16. 8×1026) 与玻璃管(线膨胀系数为4×1026~ 11×1026) 的封接。为了减少由二者线膨胀系数的差别所引起的玻璃管的应力, 无氧铜管的封接边缘应作成刃口形, 其结构见图5。
玻璃与刃口内侧的贴边长度应大于外面贴边长度。金属管直径D 与刃口长度L 、外面贴边长度l1 之间的关系, 参见表2。
表2 管状不匹配封接的尺寸要求
注: 刃口厚度h=0.04~0.06mm,5 =2°~3°30′, 刃口的表面粗糙度为Ra1.6~ 0.8
管状封接的封接工艺
直径较小的金属管与玻璃管的封接可采用手工封接, 对于直径较大的工件则需在玻璃车床上进行封接。管状封接的工艺与围封类似: 首先用氧一煤气火焰中的氧化焰将金属管适当氧化,然后套上玻璃管加热, 使玻璃熔化贴到金属壁上, 同时用石墨铲压、刮玻璃,得到一定形状的接头,再用火焰加热, 适当吹气, 使玻璃得到良好的成形, 最后用软火焰(温度较低的火焰) 退火, 在封接无氧铜管时, 先用氧化焰加热铜管的封接边缘使之氧化,氧化层正常时表面应为砖红色(氧化亚铜) ,然后再与玻璃管进行封接。
封接可伐时, 若没有烧氢的条件,也可将工件固定在玻璃车床上, 用氧化焰将工件烧到发白, 达到去气和去除表面杂质的目的, 冷却后再用细砂纸将表面打光, 用丙酮或无水乙醇将表面擦拭干净, 即可进行封接。