浅析大型储罐罐底的焊接变形
大型储罐在石油化工装置中是不可缺少的设备之一,而罐底严重的焊接变形会降低储罐的承载能力及稳定性,甚至使罐底底板报废。因此,罐底是整个储罐的关键部位,关系到整个储罐制作安装的成败。
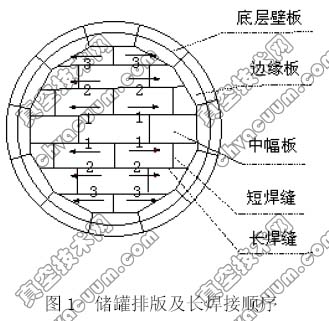
随着经济的发展,储罐容量越来越大,现在上万立方米的储罐比比皆是,罐底面积随容量也增大。储罐底板是由多块条型中幅板和多块弓型边缘板拼接而成(见图1 所示),是整个储罐受力最大的部位。其焊接特点为:直径大、板薄、钢板厚度与储罐底的宽度之比很小,刚度差,焊缝数量多,焊接应力大,易产生焊接变形且变形量大,控制难度大。因此分析焊接变形的机理及各种影响因素,掌握其变化规律,采取有效的减少变形措施,控制罐底的焊接变形,确保储罐罐底的制作质量,是整个储罐制作的重要环节。
1、罐底板焊接变形形成的机理
1.1、焊接局部的、不均匀加热和构件的刚性约束
焊接过程是对焊件进行局部、不均匀的加热过程,焊接时,高温区域(焊缝及焊缝的焊接侧)受热膨胀,受周边低温区域的刚性阻碍而不能自由伸长,产生热塑性变形,冷却时,高温区域因热塑性变形而产生收缩量大,低温区域产生收缩量小,这种不平衡的内部收缩导致底板产生凝缩应力和凝缩变形。
1.2、金相组织的转变
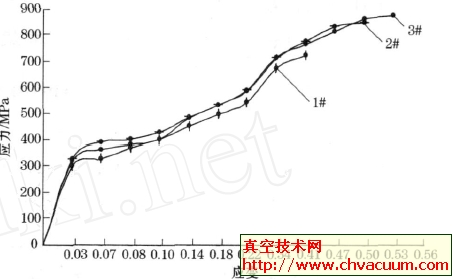
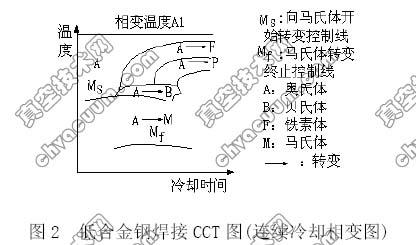
焊接时,高温区域的组织由珠光体变成奥氏体,冷却后,奥氏体转变为混合体,如珠光体加索氏体、索氏体加屈氏体等,甚至转变马氏体(如图2 所示),且焊接的加热与冷却速度都较快,焊后组织极不均匀,因此,焊缝及热影响区的硬度和脆性随之增大,延伸率和断面收缩率也随之加大,底板产生组织应力和组织变形。
凝缩变形和组织变形的共同作用,使底板产生纵向收缩变形和横向收缩变形,通过这两种变形引起底板的各种变形,如收缩变形、角变形、弯曲变形、扭曲变形、波浪变形等,而罐底的焊接变形主要是收缩变形、角变形、波浪变形。
2、防止和减少罐底板变形的方法
防止和减少罐底板变形的方法:在保证焊的前提下,尽量降低焊接线能量;减小焊接区与整体结构之间的温差;最大限度地减少底板在接过程中的刚性约束;提高构件的刚度;控制组织相变,尽量减少淬硬组织,且使组织细化、均匀;减少焊接应力并使应力均匀分布。
3、罐底板变形的控制
3.1、制定合理的排版设计方案
(1)罐底板的排版直径按其设计图纸直径放大0.15~0.2%,以补偿焊缝的纵向和横向焊接变形收缩量。
(2)尽量选择大规格钢板。由于焊缝的纵向收缩量与焊缝长度成正比,采用大规格钢板后,罐底板的焊缝长度大量减少,纵向收缩变形也相应地减少,同时减少焊接工作量,降低材料消耗,节约人力和物力,缩短工期,提高效益。
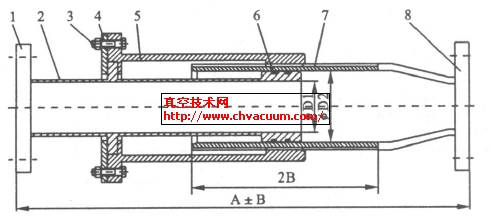
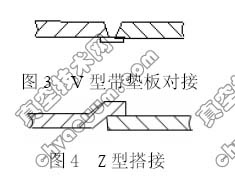
(3)采用带垫板的对接焊缝(见图3 所示)或者Z 形搭接焊缝(见图4 所示),相当于钢板在焊接位置增加了加强筋,增强了底板的结构刚度,抵抗失稳变形的能力得到加强,使横向收缩变形与角变形变小,同时避免因为提高刚度而增加罐底板整体厚度而造成施工成本的浪费。
(4)罐底板排版时,长焊缝应沿着罐底中心线排列对称,弓形边缘板以罐底的圆心为中心对称布置,这可以相互抵消大部分焊接变形,也为防止变形工艺措施的有效控制创造有利条件。