影响直缝焊管多丝埋弧焊质量的因素
1 焊接工艺
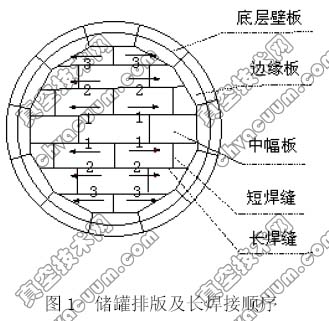
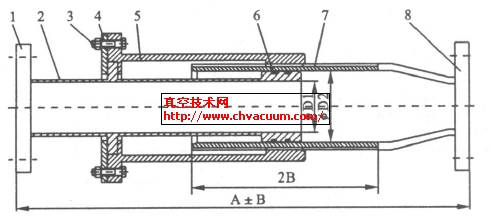
X70管线钢是一种低碳低合金高强度钢,考虑到它的焊接特性以及Φ 1 016 ×26.2 mm直缝焊管的板厚、直径,确定直缝焊管的一般工艺流程为:钢板经过JCOE成型工艺成型为具有一定开口缝的管胚,然后采用打底焊加双面四丝埋弧焊的焊接工艺焊接为直缝焊管,最后通过X射线和静水压试验检验直缝焊管焊缝是否合格。打底焊采用CO2+Ar混合气体自动保护焊,具体工艺参数见表1,其中焊丝牌号为CHW- 50C8。双面四丝埋弧焊具体工艺参数见表2。
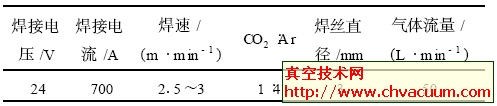
表1 打底焊焊接工艺参数
2 影响焊管焊接质量的因素
在直缝钢管的焊接工艺中,由于CO2 +Ar混合气体自动保护焊仅仅是作为打底焊,在严格保证其工艺时,对直缝焊管焊接质量的影响相对较小,同时其生产工艺也比较成熟。因而,主要探讨在多丝埋弧焊中影响直缝焊管焊接质量的因素。
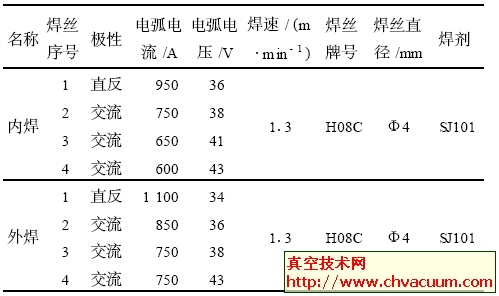
表2 双面四丝埋弧焊焊接工艺参数
2.1、电源
多丝埋弧焊可以用一个电源或多个独立电源,前者设备简单,但每个电弧功率的单独调节较困难;后者设备复杂,但每个电弧功率可以独立地调节,并且可以采用不同电流种类和极性,以获得更理想的焊缝形态。为了获得理想的焊缝,多丝埋弧焊一般采用多个独立的电源。同样的焊缝采用不同的电源接法时,焊缝断面形貌差别较大,这主要是因为电源的接法不同,电弧间干扰程度不同。一般情况下,焊丝为直流电源时的焊缝熔深比交流电源时的大。
在多丝埋弧焊中,一般是前一电弧保证熔深,后续电弧调节熔宽,因而在直缝焊管多丝埋弧焊中,均采用直流- 交流混合电源配置法,即前置焊丝为直流电源,直流电源反接,后面的焊丝均为交流焊丝。在多丝埋弧焊中,交流焊丝数目越多,其电弧间的磁干扰消除也越困难。但通过改变交流电源的连接,使电流相位差一定角度,可有效地消除交流电弧间的磁影响,使电弧稳定燃烧。具体过程可查看工控论坛的相关文章介绍。
2.2、焊剂
在直缝焊管多丝埋弧焊中,由于焊丝数目多、热输入大、焊接速度快等因素,一方面使焊缝氧含量增多,引起焊缝韧性下降; 另一方面由于多丝焊的熔池尺寸大,高温停留时间长,熔化金属在重力作用下容易流动,使焊缝扁平。因而,从提高焊缝韧性和保证焊缝良好形貌的角度考虑,多丝埋弧焊应选择熔点较高、具有一定黏度的碱性或高碱型焊剂。同时,多丝埋弧焊电弧燃烧的空间较大,熔化的焊剂量也较多。焊剂颗粒增大将进一步增大电弧燃烧空间,这将使消耗量进一步增加,同时也使焊缝熔宽增大,使熔深和余高减小。另外,由于熔化的焊剂量较大,需要堆积的焊剂也较高,若堆积高度较低,电弧外露,焊缝易产生气孔,严重时导电嘴容易粘渣和烧结。