全焊式球阀焊接变形量的测量及控制
介绍了应用网格法测量筒体试件焊接变形的测量过程和测量结果,以及测量结果在全焊式球阀阀体设计制造中的成功应用。
1、概述
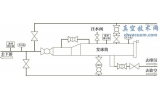
全焊式球阀的阀体焊接过程中,阀体将发生轴向和径向变形,影响球体开启力矩和密封效果。由于全焊式球阀的最后一道工序是焊接,这一变形无法消除,因此只能通过适当的测量方法,找出变形规律,合理确定支撑板的尺寸,保证支撑板与球体及阀座之间的配合间隙,从而既保证球阀焊接后的开启自如,又保证球阀关闭时的密封性能。本着这一思路,我们对筒体试件焊接变形进行了测定,并在产品生产中进行了验证。
2、变形量的测量
(1)测量方法采用静态测量方法中的网格法——以网格形式确定各测量标点,在焊接前后,测量标距,其数值的相应变化即为这个阶段焊接引起的变形。
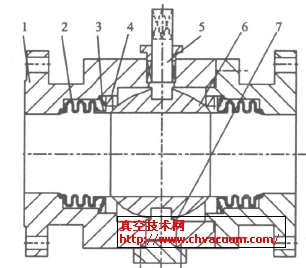
采用Φ681mm×Φ589mm×915mm的筒体试件,材料为A105,焊接坡口为带衬底的U形坡口。在试件外圆、内孔间隔一定距离车出测量槽,在试件外圆、内孔轴线方向间隔一定距离划出测量线,线与槽的交点作为测量标点。焊接前后,测量各标点之间的距离,即可反映试件焊接前后的轴向、径向变形情况。图1为试件外圆测量线展开图,图2为试件外圆测量槽分布,图3为试件内孔测量槽分布。
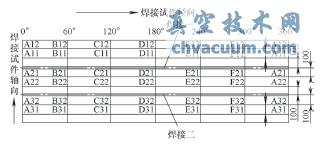
图1 试件外圆测量线展开图
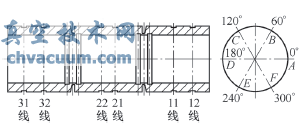
图2 试件外圆测量槽分布
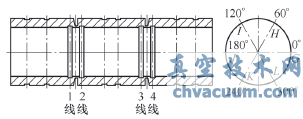
图3 试件内孔测量槽分布
(2)焊接工艺过程将3件筒体试件点固后,安装在滚轮架上。应用游标卡尺、外径千分尺和内径千分尺进行测量,得到焊接前的标距数值后,采用细丝埋弧焊工艺进行焊接。
焊丝为CHW-S3(GB/T5293H10Mn2),Φ1.6mm;焊剂为CHF101;焊接电流240~280A,电弧电压31~32V,焊接速度300~450mm/min。首道焊缝为平焊缝,然后焊接时偏左一层偏右一层交替焊接,焊至超出筒体2mm。焊接过程中要控制工件温度(测温笔测量),每焊接2圈停下冷却至150℃以下(空冷)。每一端焊缝共焊20道,每道的熔敷高度为2.2mm。焊后对各标点间的距离再次进行测定。
(3)测量结果焊接前、后的标距数值如表1~表4所示。
表1 球阀焊接试件直径方向变形测量记录
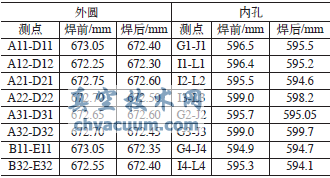
表2 球阀焊接试件外部长度测量记录
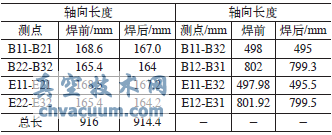
表3 球阀焊接试件内部长度测量记录
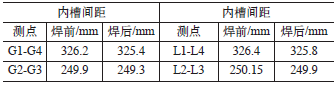
表4 球阀焊接试件坡口宽度测量记录
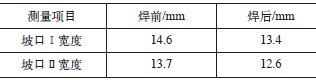
对表1~表4的数据进行分析,焊后试件外圆平均收缩0.26mm,内孔平均收缩0.66mm,外部长度平均收缩2mm,内部长度平均收缩0.56mm,坡口宽度平均收缩1.25mm。可见,焊后无论试件外部还是内部,长度还是直径,都呈收缩态势。直径方向内部收缩大于外部,长度方向外部收缩大于内部。
3、产品的应用验证
(1)试制产品的应用验证由于筒体试件与全焊球阀产品的结构形式不完全一致,在24″DFS100试制产品焊接时,对阀体的焊接变形量进行了测定,发现焊后阀体的轴向缩短0.8mm,连接体止口的径向缩短0.6mm,与试件的测量结果一致。
根据测量结果,修理支撑板,保证内侧与球体的间隙为0.1mm,保证支撑板与连接体的间隙为0.3mm。
24″DFS100产品焊接前后进行开启扭矩测量。
设计要求:不带压阀杆扭矩<1855N·m。一端进压0.6MPa阀杆扭矩<3452N·m,一端进压10MPa阀杆扭矩<28899N·m。
实测数据:①组装后,不带压检测扭矩为616N·m;带压0.6MPa检测扭矩为3695N·m;密封合格。②组焊3遍后,不带压检测扭矩为985N·m;带压0.6MPa检测扭矩为4310N·m;密封合格。③组焊成品后(单面),不带压检测扭矩为1231N·m;带压0.6MPa检测扭矩为3695N·m;密封合格。④组焊另一面3遍后,不带压检测扭矩为370N·m;带压0.6MPa检测扭矩为3202N·m;密封合格。⑤组焊成品后,不带压检测扭矩为1231N·m;带压0.6MPa检测扭矩为3448N·m;密封合格;带水压10MPa(单面)检测扭矩为18473N·m;密封合格。⑥中腔带水压10MPa检测扭矩为17241N·m;密封合格。带手动装置检测扭矩为9000N·m。
可见,焊接后的密封性能与开启扭矩均达到了设计要求。
(2)28″DFS64产品的应用验证2010年6月,为中石化华北分公司生产1台28″DFS64全焊式球阀,根据前期的焊接变形测量结果,合理给出支撑板与连接体、球体之间的配合公差,顺利达到了预期的效果。
4、结语
通过对筒体试件焊接后的轴向、径向变形量的测量,以及对测量结果的分析,合理地设计支撑板与连接体、球体之间的配合公差,保证了28″DFS64产品的顺利出厂,并且为全焊式球阀系列产品的设计和制造提供了重要数据。