浅析大型储罐罐底的焊接变形(2)
3.2、制定合理的工艺
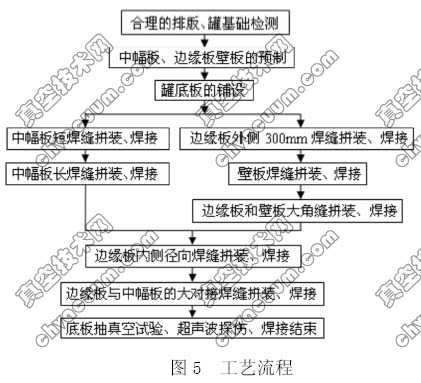
根据罐底板的变形规律,制定出合理的焊接工艺流程(见图5 所示),有效地控制底板变形。以下简要介绍中幅板、边缘板、壁板与边缘板的大角焊缝、中幅板与边缘板的对接缝等焊接工艺措施。
3.2.1、中幅板的焊接工艺措施
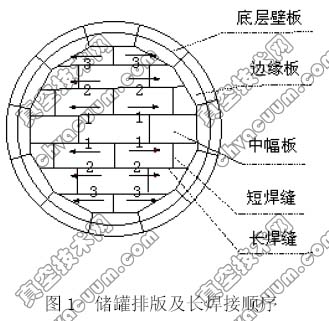
(1)中幅板焊接时,先焊短焊缝,后焊长焊缝(如图1 所示),在焊接短焊焊缝时,要把这两块钢板与周围的所有固焊点去除再焊;长焊缝焊接时,不要把所有的焊缝全部拼接后再焊,而采拼一段焊一段完后再拼一段。先焊短焊缝,使中幅板短焊缝在自由状态下进行,由内向外焊接后,使罐底板变成若干可以自由收缩、基本无应力的中幅长条,再将各长条由内向外焊接起来,也属于在无约束的自由收缩状态下成型,这样引起的焊接波浪变形和焊接应力都较小;反之,先焊长缝,再短缝,必然会在焊接短缝时受到已焊的长缝限制,从而使焊接应力和变形变得较大。
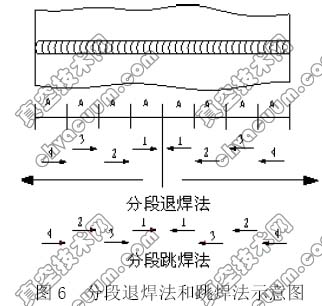
(2)中幅板每条焊缝均分2N 段,采用分段退焊法或分段跳焊法对称施焊(图6)。这种焊接可缩小焊接区与结构整体之间的温差,减少构件受热和冷却不均匀,能有效地消除应力、减少变形。采用分段退焊时,每一段长度约200mm,不宜过长,因每段焊缝是头尾相接,前一段焊缝还没完全冷却下来,后一段焊缝的热量又补充到前一段,给前一段退火的机会,消除应力、提高焊接质量。
(3)中幅板的焊接应由内向外、由中心向四周方向进行,使内部焊缝的纵向和横向变形不受到外部焊缝的约束而降低变形。反之,则变形较大。
(4)每条焊缝由两名焊工同时沿着焊缝中心线对称施焊,整个罐底的长焊缝焊接按底板横向中心线对称布置焊工,同时同速对称施焊,如图1所示,先请4名焊工在1位置上对称施焊,当每名焊工焊约2m 长的焊缝后,另外请4名焊工在2位置上进行对称施焊,等在2 位置每名焊工焊约2m 长的焊缝后,再请另外4名焊工在3位置上进行对称施焊,依此类推。因为先焊的焊接变形大于后焊的焊接变形,若不同时对焊缝进行对称焊接,会引起偏心应力而产生变形,对称的变形就不能最大限度地抵消,同时也不符合由内向外的焊接顺序。
(5)中幅板应采用多层焊,一般采用底层和面的双层焊。焊缝的收缩变形总是与焊缝的截面面积、线能量成正比,且面层的焊接变形受到底层焊缝的限制,变形收缩小,采用多层焊,线能量小,应力和变形比单层焊小。
(6)用刚性固定法(如加马、碾压等)对焊缝两侧进行加固,待冷却后再拆除,增强焊缝刚度,减少焊缝的横向变形和角变形,但会增加焊接应力。
3.2.2、边缘板的焊接工艺措施
(1)边缘板的焊接顺序:先由外向内对外侧300mm 长的径向焊缝进行焊接,待底层壁板与边缘板的大角焊缝焊接后再由外向内焊内侧剩下部份。外侧先焊为满足工序需要,以免大角焊缝底下的边缘板对接后而无法进行焊接,内侧部分后焊是给大角焊缝和边缘板的外侧焊缝所引起的变形留一定自由空间,防止内侧板受到约束翘起,产生变形,消除应力。
(2)边缘板采用外侧小(6~8mm)、内侧大(8~12mm)的不等间隙且带垫板的V 形对接焊缝。边缘板面积虽小,但焊接量大,是应力和收缩集中的部位,受到大角焊缝和外侧边缘板的焊缝双重应力的作用而引起内侧收缩量比外侧大,因此内侧间隙大。
(3)边缘板的径向焊接采用2N 名焊工同时对称由外到内进行隔缝跳焊,第一条焊缝的第一层焊完后跳到第二条焊缝上焊,而不是在一条焊缝上各层焊完后再焊另一条,同一条焊缝采用分段退焊。
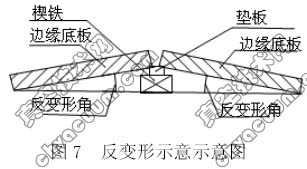
(4)采用反变形法拼接边缘板的对接焊缝。在垫板下安装楔铁(图7)的办法,使反变形角控制在5°~8°的范围内,当环境温度高,厚度大,反变形角小,反之,反变形角大。这种方法的目的是补偿焊缝的角向收缩,使焊接后边缘板平整,便于壁板与边缘板的拼装。
3.2.3、壁板与边缘板的大角焊缝的工艺措施
大角焊缝是储罐受力最不利的地方,是储罐最薄弱的环节,为保证强度,采用双面多层角缝,焊缝载面尺寸大,焊接收缩变形量大。为减少变形,应采用如下方法。
(1)大角缝按圆周均分N 区,每区均分M 段,由N 名焊工同时同向对称施焊(图8),各区域内的焊缝采用分段退焊法或分段跳焊法施焊。