基于PLC和组态王的真空检漏回收装置监控
为实现电冰箱整机、空调器及蒸发器和冷凝器等部件在流水线上焊接工序后进行快速检漏和氦气的循环利用,研发了真空检漏回收装置监控系统。该系统采用上下位机控制模式,上位机采用工控机+
组态软件,下位机采用OMRON 中型CQM1H,充分发挥各自优势,实现了真空检漏回收装置的监控。实际运行表明,系统最小可检漏率达到1×10- 8 Pa·m3/s,氦气回收率不低于97%。
在制冷行业中,冰箱、空调行业对产品及其部件的气体漏率有一定的要求,其漏率的在线检测和控制显得非常重要[1]。可编程控制器(PLC)由简单的逻辑量控制,逐步具备了计算机控制系统的功能,同时PLC 还具有抗干扰性强、可靠性强、体积小、编程方便、修改容易、网络功能强大等优点,可以与上位计算机工业组态软件组成功能完备的控制系统。为实现电冰箱整机、空调器及蒸发器和冷凝器等部件在流水线上焊接工序后进行快速检漏和氦气的循环利用,研发了真空检漏回收装置监控系统。
1、真空检漏回收装置的工艺流程
该装置原理如图1 所示,采用干燥压缩空气对被检试件进行耐压强度检验和大漏气密性检验,采用对被检试件充入氦气应用真空箱法进行氦质谱检漏,然后将被检试件内的氦气回收循环使用[2,3]。真空检漏回收系统一般由三个部分组成:充气回收部分、真空箱部分和检漏仪部分。以检漏某种冷凝器为例,说明此工艺流程。系统启动前,氦气瓶接好,压力调到1.0 MPa;氮气瓶接好,压力调到2.0 MPa;压缩空气源接好,压力调到0.4 MPa~0.6 MPa;检漏仪与设备正确连接,滑阀泵、(罗茨泵)的冷却水打开。真空箱装置首先对被检试件充高压氮气,利用真空度的变化判断是否存在大漏。若检测不通过,则系统报警,大漏试件序号显示;若检测通过,再对试件放氮气后继续抽空(500 Pa),为下一步被检试件充氦做准备。充氦回收装置将高压罐的氦气充入被检试件,之后再对真空箱预抽、主抽(到5 Pa),维持泵打开,让真空度维持在10 Pa 左右。检漏阀打开,对试件进行微漏检漏。若检测不通过,系统报警,小漏试件序号显示;若检测通过,对试件放空,真空箱放气,被检工件内的氦气将经过压缩、过滤回收至高压罐内,以便反复使用。通过使用该系统,可以大大降低检漏成本,提高检漏效率和可靠性。
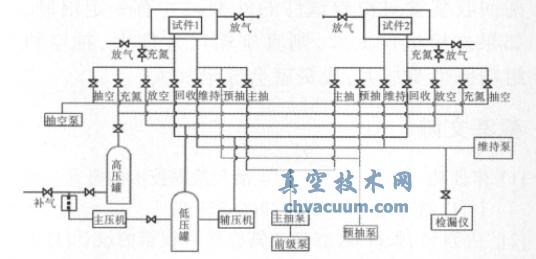
图1 真空检漏回收装置
2、监控系统实现
根据本监控系统的功能要求,将监控系统分成两部分:现场控制级和监督控制级。
2.1、现场控制级实现
为保证现场的可靠控制,本系统现场级控制器选用PLC。由于PLC 人机对话功能较弱,选用触摸屏作为PLC 的操作终端,处理现场与运行操作有关的人机界面,系统框图如图2 所示。
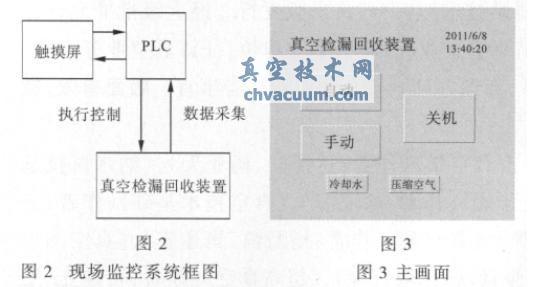
本系统输入PLC 的信号有模拟信号和开关量信号,模拟量信号来自现场的压力传感器,有9 个信号;开关量信号来自真空计、电接点压力表、氦气浓度计、氦检漏仪的输出信号,各个启动按钮、气动阀门的到位信号,气压、水压等安全装置的输出信号,共有44 点;PLC 输出信号全为开关量信号,用于控制罗茨泵组、压缩机的启动和停止,报警器、指示灯、电磁阀的开关,共有60点。考虑系统功能扩展,PLC 选用OMRON 中型CQM1H。人机界面选用NS12- T500- V2 可编程终端。根据本系统的工艺流程要求,建立了4 个工作画面。主画面、自动运行画面、手动操作画面和报警画面分别如图3~6 所示。
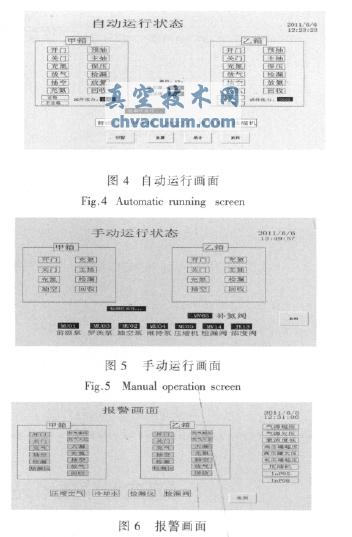


图9 实时报警画面
在曲线表达中,选取之前设置过的充氮压力、抽空压力、充氦压力和回收压力,得到如图10 所示的一条实时趋势曲线。
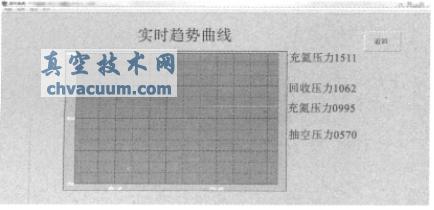
图10 实时趋势曲线
3、结束语
实际运行表明,系统最小可检漏率达到1×10- 8 Pa·m3/s,氦气回收率不低于97%。该真空检漏回收装置对被检试件的外型尺寸有一定限制,如果被检试件太大,则真空箱尺寸加大,真空机组功率也要加大,投资就会成倍加大。
参考文献
[1] 朱佃功.小型制冷产品的检漏和检漏技术的研究与探讨[J].制冷与空调,2003,3(2):32- 38.
[2] 唐利利,张政.真空箱法氦检漏回收箱的设计[J]. 真空,2010,47(3):59- 62.
[3] Reddy H P, Narasimhan S, Bhallamudi S M.Leak detection in gas pipeline networks using an efficient state estimator [J]. Computers & Chemical Engineering, 2011,35 (4):662- 670.
















