液浮惯性元件的真空检漏和真空充液
液浮惯性元件的真空检漏,是对惯性元件各组合件以及整表胶封部位气密性能的检测。最后整表的真空充液,一是为了利用浮液产生的浮力、平衡浮子的重力减小输出轴支承的正压力,从而减小摩擦力矩;二是为了产生阻尼,满足积分仪表的设计要求,同时提高惯性元件抗震抗冲击能力,使仪表更稳定更可靠。
惯性元件的真空检漏和真空充液是惯性元件生产装配过程中的重要环节,又是装配工作中最后一道关键工序。其质量的好坏, 将决定惯性元件的最终命运。质量差,要么导致装配工作前功尽弃,要么造成惯性元件随机漂移大,从而影响惯导系统的精度和稳定性。美国有关方面专家在论述惯性元件装配时说:“充液工作必须注意两个问题——漏油和气泡”。真空检漏和真空充液就是避免惯性元件出现漏油和气泡。
出现漏油和气泡的原因是多方面的。元件胶封质量差、壳体内的浮子漏气、检漏过程中漏检、充液过程中预真空时间以及真空度不合要求、加热温度过高或过低、滴液速度过快等诸多因素都会使惯性元件出现漏油和气泡。假如, 惯性元件内部的浮子组合件气密性能不合格,在充液过程中或充液后,壳体和浮子间的浮液会通过极其微小的漏孔慢慢渗漏到浮子腔内,而浮子腔内的氦气同样会渗漏到浮子外的浮液中,成为气泡,造成突发性质的力矩,从而降低惯性元件的精度。对于三浮陀螺仪,这渗漏到浮子腔内的浮液,还将污染动压马达轴承, 使马达不能启动。又如,充液过程中滴液速度过快,会憋进气泡,气泡附着在浮子上,由于气泡移动,会给浮子加一干扰力矩或产生较大的弹性约束,从而产生了惯性元件的漂移。另外,壳体内浮液中的气泡还会改变元件设计要求为常值的阻尼力矩量值, 这在积分仪表中是绝对不允许的。由此可见, 真空检漏和真空充液的质量将直接影响液浮惯性元件的精度和性能。
为了保证真空检漏和真空充液的质量,对元件有胶封的各组合件以及总装后的整表制订了严格的真空检漏工艺和真空充液工艺。检漏工艺要求,在检漏过程中要注意以下几点: 必须保证检漏仪器的可信度, 仪器最小可检漏量要高于元件设计的气密要求; 元件在检漏过程中要轻拿轻放,保持平稳,防止宝石垫冲坑,抽气和放气时要注意其倾斜方向,以防浮子轴尖对宝石垫的冲击; 检漏过程保持洁净, 仪表内部不能受污染, 放气要经过G6 漏斗过滤。工艺还要求, 对于浮子组合件,除在充氦测定功率之前进行检漏、卡口后复检外, 还要在整表总装之前再复检。在检漏过程中, 出现漏量超差, 要仔细分辨, 找准漏孔位置, 以便修复, 直到元件气密性能合格才可转入最后的真空充液。
惯性元件的真空充液质量的标志是浮子和壳体间要充满悬浮液且没有气泡。在真空充液这一工序中, 通常是以充液后仪表冒油管液面的压缩量作为检测真空充液的质量标准。为了保证真空充液质量, 充液工艺要求:除保证充液环境的高洁净度、充液器具的严格清洗以及浮液要经过过滤之外, 关键是在整个充液过程中, 要注意严格掌握充分排气,保证一定的预真空时间和真空度; 选择适当的加热温度; 控制适当的滴液速度这三个重要环节。
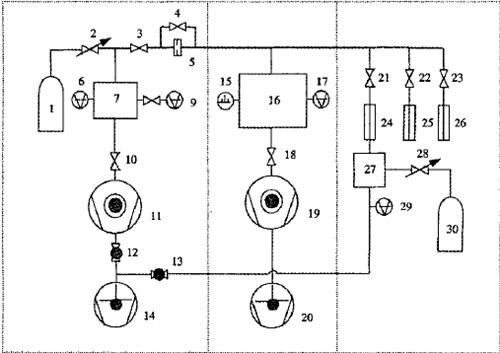
在真空充液过程中, 只有保证一定的预真空时间和真空度, 只有保证一定的加热温度, 才能使仪表及真空室充分排气。这是由于惯性元件、浮液以及贮放它们的真空室各器具是由多种材料制作而成。在大气环境中, 这些固体和液体材料表面及内部都吸附或吸收大量气体, 预真空就是要把这些气体尽可能逐渐全部释放而排走。但在室温下放气进行很慢, 在真空技术中, 在较低的压强下加热,能加速解吸作用, 从而获得与保持较高的真空度。分子运动论学说也表征了分子的动能与温度有关, 因为加热会使得这些被吸附、吸收的气体分子运动加快, 相互撞击加剧, 从材料表面解吸出来, 获得一定的能量来克服它与材料表面其他分子间的结合力, 而被真空系统排走。因此, 在真空中加热, 是加快排气的有效办法。而在预真空中, 在较低的压强下对惯性元件连续加热, 加速元件内部充分排气, 是预真空排气的关键。当元件在高真空中连续加热排气二十多小时, 贮液杯中的浮液一直在冒气泡(见图1), 这时元件内部排气已达设计要求。此时为了使真空室充分排气,元件仍需保持继续加热排气, 同时给浮液加热, 以加快浮液中的气体尽快排出。在较低的压强下, 增高温度能够加快解吸作用, 但在预真空排气过程中, 既要考虑能够达到充分排气的效果, 还要考虑到惯性元件结构的变形; 密封材料的变质以及浮液化学性能的稳定性等等因素, 因此, 加热温度还不宜过高, 必须选择适当。
由于惯性元件结构设计需要, 壳体内各组合件之间的小狭缝不仅尺寸大小不一, 形状不同, 而且有的位置还相互交叉、相互垂直, 加之各种形式的小间隙、螺纹、螺孔以及高粘度、高比重的浮液, 给惯性元件的真空充液带来了许多问题。因此, 在真空充液中, 我们不仅要保证一定的温度和真空度, 还要控制适当的滴液速度, 才能使浮液面自下而上(图2) 慢慢渗入各缝隙, 才能保证真空充液的质量。