真空热处理炉现场检漏的理论分析法
本文以我公司首台进口的油淬气冷多用真空热处理炉的现场检漏分析为例,介绍了在没有专用检漏仪器的情况下,以理论分析判断为主的检漏方法,以及对真空热处理炉现场检漏的相关理论和注意事项进行了论述。
我公司的真空热处理设备越来越多,图1 是其中的一台进口的油淬气冷多用真空热处理炉,也是我公司引进的第一台真空热处理炉,该照片图比较清楚地反映出了设备的加热室、淬火室以及设备的整个抽真空系统。
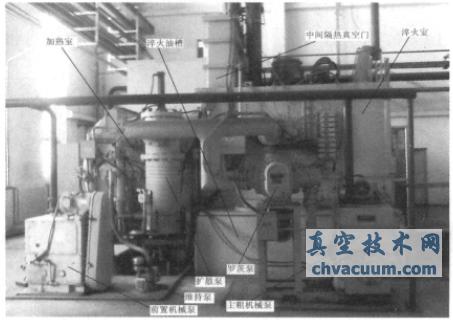
图1 我公司的一台进口的油淬气冷多用真空热处理炉
理想的真空系统应该是不存在任何漏气现象的。但在实际的真空系统中,泄漏是绝对的,不漏则是相对的。只要设备的真空度维持在极限真空度以上,或者压升率达到设备的设计要求,虽然存在漏气,也可以认为系统是不漏的。真空热处理设备的检漏环节主要有以下四个方面,设备设计阶段就要考虑各部件、各部位的检漏方法和时机;设备制造过程要检漏;设备安装调试过程要检漏;设备使用过程也要检漏。
本文要探讨的是设备使用过程的检漏问题。真空检漏的方法很多,大的分类有压力检漏法、真空检漏法和背压检漏法三类,而压力检漏法和真空检漏法中又有很多具体的检漏方法,参考文献中有很详细的介绍。本文要探讨的是参考文献中没有介绍的理论分析法,即不使用专用的检漏仪器、利用设备上的抽真空系统和真空测量仪表,以理论分析判断为主、辅之以简易的检漏方法来解决真空热处理设备的现场检漏问题。
1、影响真空度的主要因素
真空热处理炉正常工作时的极限真空度由下式决定:
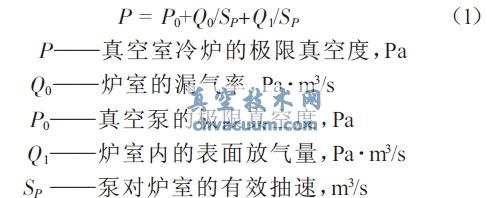
由公式(1)我们可以看出,真空炉的真空度是由真空泵的极限真空度、炉室的漏气率、炉室内的表面放气量和泵对炉室的有效抽速决定的。泵的极限真空度(P0)是设计阶段的事,我们不讨论。对炉子真空度的影响因素,除了上述三个方面的因素外,还有一方面,在查到的参考文献中都没有介绍,就是真空测量系统的故障问题,它直接影响仪表的真空度显示值,例如真空规管的污染、真空仪表的零点偏移等。
2、真空泄漏的检测指标
对于真空设备而言,无论密封系统多么可靠,微量的漏气总是存在的。漏气率是反映真空设备质量好坏的一个重要指标,冷炉的极限真空度是不能说明漏气情况好坏的,这个结论可由分析公式(1)得到[2]。目前对真空炉的漏气率均采用压升率来表示,单位为Pa/h,JB/T 8195.4- 1999间接电阻炉ZC 系列真空淬火炉标准中规定:A级<2.0 Pa/h,B 级<1.33 Pa/h,C 级<0.65 a/h。测量压升率一般采用静态升压法,也称为真空放置法,即首先抽真空到设备的极限真空度,然后关闭阀门使真空室同真空泵系统隔离,按GB/T10066.1- 2004 电热设备的试验方法的通用部分中的规定,进行读取数据,并计算压升率,也可以再乘以真空室的体积得到漏气率。压升率的测量最好是经过长时间抽真空,达到真空室内表面放气量可以忽略不计的条件,对于长期使用的炉子或真空室长时间接触大气的炉子,要先进行脱气或净化处理方可测压升率,即使这样,读取数据时也要在压力隋时间变化呈线性段上读取数据。
3、快速泄漏的理论分析
真空度快速下降,一般不用多考虑,肯定存在泄漏点。快速泄漏原因的查找较微量泄漏容易的多,应用理论分析的方法就可解决问题,最多辅之以简易的检漏方法,就可以找到泄漏点。理论分析的基础是数据,没有真实、详细的数据是无法进行理论分析的。当炉子的真空度出现异常时,要详细观察真空度下降的过程、真空度下降前后设备的工作情况、设备上各指示仪表的数据变化情况,包括回充气压力表的变化情况,这些数据是进行理论分析的重要依据。有时候依据数据变化情况进行理论分析甚至可以直接找到泄漏点。下面举两个应用理论分析找到泄漏点实际例子。














