屏锥式玻璃封接应力与燃点可靠性关系的分析
玻璃封接后存在内应力,会降低灯的稳定性,使其在使用过程中出现炸裂。本文对屏锥式封接玻璃应力与燃点可靠性关系进行了试验和分析,得出一些新的结果,提供给同行作为借鉴。
卤素灯芯式投射灯的生产工艺通常为:灯丝制造,卤素灯芯制造,灯芯装架,锥体可伐帽封接,蒸铝,然后进行定焦,封屏,排气,清除焊料,成品检验,包装等工序。
在这些加工工艺中,灯丝制造、卤素灯芯制造以及玻璃屏和玻璃锥封接工艺尤其重要。因为灯丝制造工艺关系着灯的寿命、灯的光强指标;卤素灯芯工艺关系着卤钨循环的效果和使用可靠性。玻璃屏和玻璃锥封接工艺关系着封接质量,进而关系着灯使用可靠性———如果玻璃屏和玻璃锥封接不好,封接部位就会存在不牢固问题,出现炸裂情况。
最近,我们对玻璃屏和玻璃锥封接处存在的应力状况与封接质量的关系,进行了跟踪试验和分析,从中有了一些新认识。
1、应力等级的划分
应力等级是衡量玻璃封接的一个重要指标。但现代的专业书中往往只提及玻璃材料产生应力的原因以及应力对玻璃材料产生不良影响的情况,很少进行具体的分级。
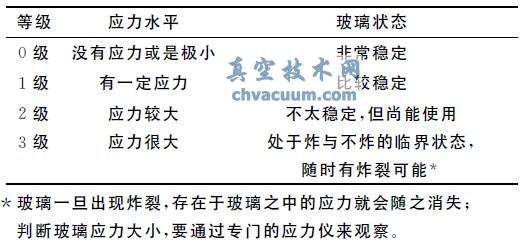
本文按照对电真空玻璃应力等级的理解将其分为4级,如表1所示。
表1 应力等级划分
2、应力试验
为了弄清玻璃屏和玻璃锥封接处应力状况与封接可靠性关系,我们进行了试验。
(1)按照应力等级将灯分类:将240只试验灯逐个通过应力仪照射,标上“应力等级”;
(2)进行灯的燃点试验:给灯加上1.05倍的额定电压,即额定电压是28V,则加上29.4V,进行5个燃点循环(一个燃点循是燃点10min、熄灭10min),试验有专人负责;
(3)将试验情况进行统计,结果如表2所示。
3、结果分析
由试验结果看出:0级应力共15只,封接处出现炸裂的数量有3只,占总数20%,比例很大;1级应力共95只,封接处出现炸裂的数量有8只,占总数8.42%;2级应力和3级应力灯没有出现炸灯。
表2 应力等级试验情况统计

试验结果出乎预料,原先认为,3级应力灯出现炸裂的可能性最大,0级应力灯出现炸裂的可能性最小,为此就导致这个结果的原因进行了分析,存在以下几种可能:
(1)0级应力出现炸裂的灯,可能是封接部位内在质量不高导致的,这一点,可以从“钢化”玻璃的破碎状态得到启示。
所谓“钢化”玻璃,就是进行特殊工艺处理:先将玻璃升温到一定温度,然后将它突然投入某一介质中,例如:油,此时介质温度是设定好的。由于玻璃在由高温向低温转变过程中是骤变的,玻璃内部结构还来不及变化,便被按照某一方向“排列”并固定。这种结构会使玻璃内部产生内应力。工艺处理较好的钢化玻璃损坏时,是在极短时间内整块玻璃瞬间爆炸,同时产生蚕豆粒大小的玻璃碎片,破碎后内应力不复存在。普通玻璃损坏时,既留有大块碎片,也留有小块碎片。
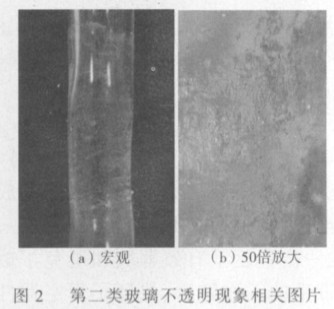
投射灯玻璃屏和玻璃锥的封接面呈0级应力情况,只有两种极端可能:一是工艺控制很好、很到位,退火后达到了几乎完美状态;另一种是封接不好,内部出现了炸裂的小细纹。产生小细纹导致内应力彻底释放,但此时由于玻璃屏和玻璃锥厚度较厚,小细纹并不能马上让灯出现漏气情况,真正让灯显现问题的是“燃点循环”试验。
“燃点循环”试验使灯体由室温骤升变成高热,然后又由高热降低回到室温状态,再由室温骤升变成高热,多次的循环,令小细纹的裂口逐步扩大,直至封接处炸裂开来。
0级应力组3只炸裂开的玻璃屏和玻璃锥端口形状,映证了前面的分析、判断,因为封接面不是呈熔融状,而是呈平滑状,说明玻璃屏与玻璃锥之间没有充分熔合。
(2)2级应力和3级应力灯没有出现炸灯情况,这是因为玻璃屏和玻璃锥封接处虽然存在内应力,但它们之间没有存在炸裂的小细纹。燃点时,灯腔体温度上升可达300℃以上,这时作为窗口的玻璃屏,温度上升会更快和更高,有可能达到500℃ 以上,这是光发出的热量与灯丝发出热量经热传导叠加造成的。在此状态下,玻璃内部的分子变得活泼,应力的束缚力反而减弱,应力的破坏性急剧下降,玻璃炸裂的可能性因此降低。
(3)解剖了几只使用过的2级和3级应力灯,发现封接处熔合程度很好,玻璃之间熔为一体。由此推断,在封接处留有2级应力和3级应力,可能是退火曲线把握不到位,产生较大内应力所致。因为单片玻璃屏和单片玻璃锥未加工时的内应力,曾做过检测:绝大多数为0级,极少数为1级。当将它们封接在一起时,总的厚度增加,退火工艺需要的退火时间更长。此时如不注意,容易在玻璃内留下大的内应力。能否将单片玻璃屏和单片玻璃锥做得相对薄一些来解决上述问题?这样既可以降低制造成本,又可以把两玻璃件加工厚度与应力关系分析变得简单许多。但是众所周知,玻璃有其自身特性,它抗压不抗张。
灯在燃点过程中,随着温度上升,灯腔体内的气体压力也随之增大。高色温灯芯式PAR 灯燃点时,灯芯腔体内的气压是不燃点时的3~4倍。如果灯芯压封的气密性不高,有微量气体从灯芯中泄漏到灯腔体内,灯腔体内的压力会大大增加。玻璃材料抗压性能远远好于抗张性能,灯腔体内大气压让玻璃承受了较大压强的抗张压,如果灯玻璃厚度设计偏薄,极有可能引起整体爆炸,带来的后果不堪设想。选择单片玻璃屏和单片玻璃锥稍厚,可以提高抗张性能。
玻璃屏和玻璃锥封接后,有的封接处内应力小,有的则很大,有可能是试验灯在制造过程中,不同批次生产之间存有差异。
4、结论
(1)封接质量包括两个方面,一是玻璃屏和玻璃锥之间的熔合程度;另一个是熔合之后的退火曲线把握。熔合很好,但退火曲线把握不到位,会产生较大内应力;熔合不好,有可能出现内应力很小但内在可靠性不高的情况。
(2)设计固然重要,但是工艺的探索和改进更为件下使用。允许变动范围为额定值的±5%(钍钨阴极),过高或过低的阴极电压都会影响电子管的使用寿命。
对于强制冷却的电子管,在接入阴极电压之前,必须先启动冷却系统;而在阴极电压关断后,作为冷却电子管的水和风仍需继续冷却10min以上,以驱散余热。
对于水冷阳极的电子管,必须满足所需要的水流量和水压力。通常阳极入水口的水压应为0.2~0.3MPa。
当水流量或水压不能满足电子管冷却所要求的数值时,必须降低板耗(阳极耗散功率)使用,以使进出水温度尽量降低。出水口温度最高不得超过70℃,进、出水口温差在10℃左右为宜,最高不超过20℃。水冷阳极的冷却水纯度要高,以防止严重结垢。阳极和水套要定期清洗除垢。清洗水垢时可用10%~30%的盐酸浸泡。严禁用金属利器刮削阳极表面。电子管工作时,其阳极电流、栅极电流、板极(阳极)耗散功率、栅极耗散功率均不得超过极限值。阳极电流和栅极电流的比例要按照整机说明书中规定的范围和实际负载情况进行调节。过大或过小的阳、栅电流比例会使阳极或栅极损耗功率超过规定值而损坏电子管。
备用的电子管要与设备上使用的电子管交替作业,使用前要按照规定进行各项检查和老炼。